
US Style Storage Shelf Unit Adjustable Heavy Load Tear Drop Warehouse Pallet Racking

EBILMETAL Manufacture Factory Customized Mezzanine Floor Racking Industrial Steel Platform Rack

Roll Out Telescopic Cantilever Racking System Retractable Cantilever Rack for Long Material Storage
Ebil-Warehouse Management System Automatic Storage Equipment 1000*1200 Radio Shuttle Racking

HDPE Plastic Upright Guard Protector Reducing Crash to Ensure Safety of Columns on Stacking Racks

Factory Direct Radio Shuttle Car EBILMETAL Pallet Runner Sale for Intelligent Warehouse

In the contemporary global economy, cold storage solutions have transcended traditional refrigeration to become a critical pillar of the global supply chain. As urbanization accelerates and consumer preferences shift toward fresh, perishable goods, the demand for sophisticated cold chain infrastructure has reached an unprecedented peak. This white paper depth analysis explores how China-based suppliers like Guangdong Ebil Metal Products Co., Ltd. are revolutionizing this sector through "Information Gain"—integrating advanced material science, robotic automation, and semantic logistics management.
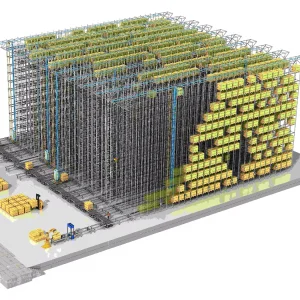
The global cold storage market is projected to witness a CAGR of over 13% through 2030, driven primarily by the pharmaceutical industry's need for temperature-controlled vaccine distribution and the exponential growth of fresh-food e-commerce. To meet this demand, enterprises are moving away from manual warehousing towards Automated Storage and Retrieval Systems (ASRS), which optimize space utilization and maintain thermal integrity by minimizing human entry into sub-zero environments.
In cold environments, condensation is the enemy of structural integrity. Our aluminum alloy and powder-coated steel solutions are engineered for corrosion protection, ensuring a lifespan of 20+ years in high-humidity/low-temp zones.
Integration of Radio Shuttle Cars and Trilateral Stacker Cranes reduces labor costs by up to 60%. These systems operate seamlessly in temperatures as low as -30°C, where human productivity fails.
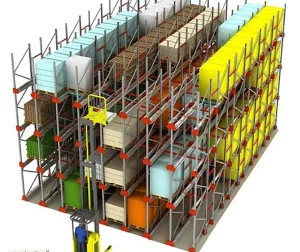
Drive-in racking and Mezzanine systems maximize the "cube" of the warehouse. For cold storage, where every cubic meter of chilled air is an expense, high-density storage directly impacts the bottom line.
Software is the brain of the cold chain. Our EBILTECH SGS Certified WMS provides real-time tracking, FIFO/LIFO management, and predictive maintenance alerts for automated equipment.
We adhere to international standards including US Tear Drop styles and European FEM guidelines, ensuring that our systems integrate perfectly with local handling equipment and safety regulations.
Our HDPE Plastic Upright Guards and structural bollards prevent costly damage to racking uprights, a critical safety feature in fast-paced cold storage hubs.
The roadmap for cold storage solutions is moving toward "Dark Warehousing"—fully automated facilities that require no lighting or human-breathable atmosphere, significantly reducing energy consumption. Future systems will leverage IoT (Internet of Things) sensors integrated directly into the steel structures to monitor stress, temperature fluctuations, and load distribution in real-time.
Ebil Metal is currently investing in AI-driven slotting optimization, which uses machine learning to determine the most energy-efficient placement of goods based on their thermal mass and turnover frequency. This is the next level of Information Gain: where the physical rack becomes a data-generating asset.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines.
With over 12 years of industry experience and 8 years of export experience, we have successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Quality is our foundation; every product undergoes comprehensive load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing.








Our innovation is driven by a dedicated R&D team of 48 experienced engineers, launching approximately 96 new products annually. We provide comprehensive OEM & ODM customization, including bespoke dimensions, load capacities, and structural designs to meet the unique needs of warehouse operators, logistics wholesalers, and e-commerce fulfillment centers.
Our racking systems utilize specific steel grades and corrosion-resistant coatings (like powder coating with high adhesion or galvanized finishes) that remain ductile at low temperatures. This prevents brittleness and cracking under heavy loads in environments down to -30°C.
Automated systems allow for much tighter pallet packing, reducing the total volume of air that needs to be refrigerated. Additionally, they reduce the time freezer doors stay open and eliminate the need for forklift drivers to work in extreme cold, drastically cutting labor and energy costs.
Yes, we offer comprehensive localization support. This includes detailed installation drawings, video guidance, and for large-scale ASRS projects, we can dispatch engineering teams for on-site supervision and commissioning to ensure compliance with local safety standards.
Absolutely. Our product range includes specialized cantilever and cable rack carousels. Our engineering team performs FEA (Finite Element Analysis) to ensure every customized rack meets the specific weight and safety factor requirements of your materials.

Steel 4 Tie Heavy Duty Shelving Selective Warehouse Metal Rack Storage Industrial Medium Shelf

4-Level Blue Orange Steel Industrial Warehouse Storage Shelves Adjustable Height Pallet Support Bar

Upright Protector Plastic Guard Pallet Rack Upright Protector

3500kg Capacity/Layer High Density Drive-In Pallet Racking System Warehouse Storage Solution

Industrial Steel 5-Layer Vertical Powder Coated Corrosion Protection Cable Rack Carousels

Heavy Duty Four-Way Shuttle Clad Rack Warehouse Vertical High-rise Logistic Storage Building

Save Labor Cost 60% 5 Layer Steel Corrosion Protection Warehouse ASRS Automated Retrieval System

Warehouse Storage Electric Telescopic Cantilever Rack for Pipe Storage