Engineered high-density storage technologies to maximize structural safety, footprint efficiency, and material handling velocity.






Delivering high-capacity, seismic-resilient storage designs integrated with smart warehouse infrastructure.
Engineered to increase spatial volumetric efficiency by up to 85% compared to conventional storage configurations using advanced structural designs.
All designs run through rigorous Finite Element Analysis (FEA) to confirm compliance with global standards, including RMI, FEM, and AS4084 guidelines.
Rigorous raw material certification, weld-penetration monitoring, dynamic load testing, and powder coat adhesion tests performed on every batch.
The industrial warehousing sector is undergoing a rapid transition from basic structural storage to fully automated, dynamic, and software-integrated systems. Our product development pipeline is focused on meeting the demands of these shifts. By integrating high-strength physical structural columns with cyber-physical control architectures, we produce hardware capable of supporting high-velocity material handling operations.
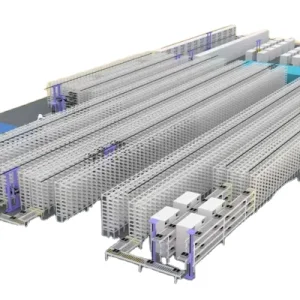
Additionally, our Bidirectional Radio Shuttle and AS/RS automation structures are continuously updated to operate at higher acceleration profiles and heavier load states, reducing structural fatigue and minimizing maintenance overhead. These advanced configurations are vital for modern cold chain networks, pharmaceutical fulfillment depots, and Just-In-Time automotive facilities.


Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
We design application-specific structures configured to the unique physical load characteristics and climatic environments of diverse markets.
Operating in temperatures as low as -30°C demands structural integrity that prevents brittle fracture. We use specialized carbon steel chemistry and anti-freeze powder coatings, optimizing shuttle battery operations and vertical tolerances to prevent icing lockups.
Drug warehouse selective steel racking must conform to sterile standards. Our dust-resistant frames, corrosion-resistant surface coatings, and clean-line structural designs support pharmaceutical distribution centers in maintaining GMP compliance.
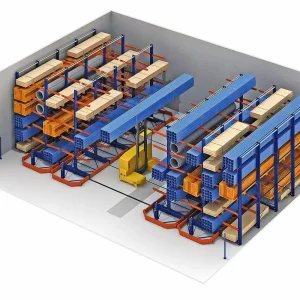
Optimizing pick rates requires complex vertical space utilization. Our custom mezzanine systems double or triple floor space, integrated with conveyor networks and stairways to balance human operations and automated picking routes.
Procuring industrial racking cross-border requires deep technical synchronization. Large logistics projects require structural engineers to execute localized static calculation reports, verify soil properties, structural loading classes, wind loads, and regional seismic zone codes. Ebil provides complete engineering validation documentation package support to simplify local regulatory sign-offs.
Our production facilities utilize modern industrial automation technologies. By deploying automated roll forming units and CNC stamping clusters, we guarantee tolerances on upright profiles within fractions of a millimeter. This degree of dimensional precision is crucial for automated retrieval systems (AS/RS), where minor misalignments can cause shuttle crashes or structural interference.
Additionally, our robotic welding cells deliver high-quality penetration and clean weld fillets, ensuring each load beam connector stands up to cyclic shear forces. Post-fabrication, our products undergo automated sand-blasting and multi-stage chemical pretreatment, followed by electrostatic powder deposition and high-temperature curing. The resulting finish provides long-term corrosion resistance in humid industrial environments.

We build safety into every component, ensuring structural calculations comply with key global standards.
Ensuring compliance with localized safety guidelines is a priority for Ebil. Because structural structural failure in warehouse environments carries severe safety and liability consequences, our R&D engineering office designs racking to meet the following international standards:
Ebil provides complete calculations, raw steel mill certificates (Q235B, Q355B structural steel), load test certifications, and comprehensive product manuals with each shipment. We also coordinate with local installation teams to ensure structural alignment and safety compliance on site.
Real-world photos from our manufacturing facility, highlighting raw material handling, roll forming, welding, and quality testing.





















Every production batch undergoes structural safety testing before loading and dispatch.



Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Today, Ebil serves a wide range of customers, including warehouse operators, logistics companies, wholesalers, distributors, retailers, manufacturers, engineering contractors, and e-commerce fulfillment centers. We are committed to delivering efficient storage solutions, reliable product quality, competitive pricing, and responsive customer service.
Common questions regarding structural layout, materials testing, and global import operations.
Explore our full line of specialized configurations, teardrop variants, and protective accessories.