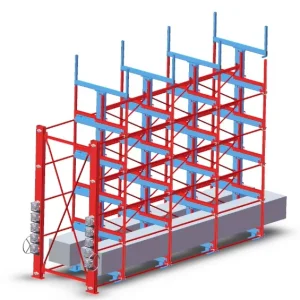
In the modern logistics landscape, the storage of long, heavy, and irregular items like steel pipes, timber, and aerospace components presents a unique challenge. Standard cantilever racks often fall short in high-density environments where crane access is mandatory. This is where Telescopic Cantilever Racks redefine warehouse efficiency.
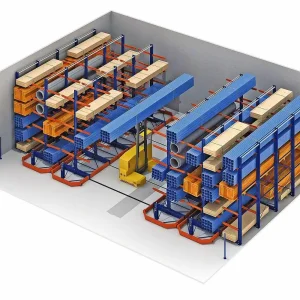
Unlike static arms, telescopic arms extend and retract using high-precision gear motors or manual cranks. This allows overhead cranes to access materials directly without the need for forklift aisles, reclaiming up to 80% of wasted floor space.
Equipped with safety locks, anti-slip stoppers, and electronic sensors in electric models, these systems minimize the risk of "material rolling" and operator injury, adhering to strict international safety standards.
By integrating with WMS (Warehouse Management Systems), telescopic racks reduce retrieval time by 50%, enabling "Just-in-Time" manufacturing workflows for global enterprises.
We ensure every racking system exported meets localized engineering codes: ANSI/RMI for North America, FEM 10.2.02 for Europe, and AS4084 for Oceania. Our team provides stamped structural calculations for local permit approvals.
Our products are CE certified and SGS audited. We undergo rigorous salt spray testing (ISO 9227) and load-bearing verification to ensure durability in extreme environments, from coastal shipyards to sub-zero cold storage.
Through our network of global partners, we offer on-site supervision and local maintenance contracts in over 60 countries, ensuring your investment remains operational for decades.
Why do the world’s leading manufacturers source from Guangdong Ebil Metal? It is the synergy of scale, technology, and strategic logistics.
Located in the heart of China's industrial hub, we have direct access to premium Q235B and Q355B steel mills. This ensures material consistency and a 15-20% cost advantage compared to Western manufacturers without compromising on structural integrity.
Our 26,800 m² facility utilizes Swiss-grade robotic welding and automated powder coating lines. This level of automation ensures that every weld point on a 1000kg-capacity arm is flawless, reducing human error to zero.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.












The integration of IoT sensors on cantilever arms to monitor load stress in real-time, preventing structural fatigue before it happens.
Adopting eco-friendly powder coatings and recycled steel to meet the growing demand for sustainable supply chains in Europe and North America.
Racking systems that can be expanded or reconfigured in hours, not days, to adapt to fluctuating market inventory needs.
Our standard heavy-duty systems support up to 1000kg per arm. However, through customized engineering, we can design reinforced systems for even higher capacities depending on your material requirements.
Manual racks are cost-effective and ideal for lower retrieval frequencies. Electric racks are recommended for high-throughput environments where speed and integration with crane systems are prioritized.
We implement a triple-safety approach: physical end-stoppers on arms, high-friction surface treatments, and electronic limit switches for electric retractable components.
Yes, our Ebiltech automated intelligent warehouse management software (WMS/WCS) is designed to bridge the gap between physical racking and digital inventory management.