Guangdong Ebil Metal Products Co., Ltd. stands as a premier manufacturer specializing in the vanguard of industrial storage systems and automated warehouse racking solutions. With an established manufacturing footprint since 2017 and over 12 years of core industry expertise, we have evolved into a global lighthouse for logistics technology. Our 26,800 m² facility in China serves as the nerve center for engineering excellence, integrating advanced automatic roll forming lines, high-precision robotic welding, and intelligent CNC processing.
Our dedication to the E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) principle ensures that every rack and robot we deploy meets the most stringent international quality standards, supported by 56 professional inspectors and 48 R&D engineers. From North America to Southeast Asia, Ebil helps over 980 supply chain partners maximize their volumetric efficiency.
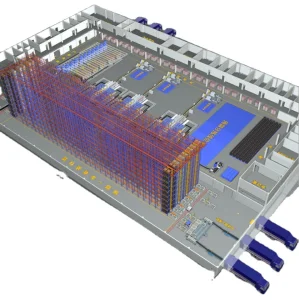
The global logistics landscape is undergoing a seismic shift. As e-commerce demand surges and labor costs rise, the transition from traditional manual shelving to Automatic Warehouse Solutions has become a strategic necessity rather than an optional upgrade. Current industrial trends indicate a CAGR of over 14% in the automated material handling equipment market, driven by the need for 24/7 operations and zero-error fulfillment.
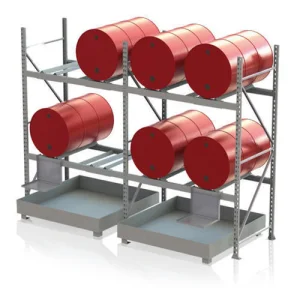
Integration of IoT sensors into high-density racking to monitor load stability and ambient conditions, essential for cold chain and pharmaceutical storage.
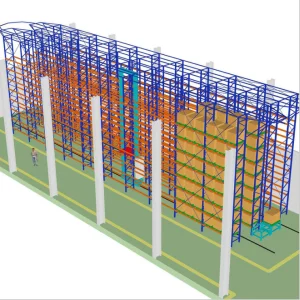
Deployment of 4-Way Radio Shuttles and Stacker Cranes (AS/RS) that move seamlessly through the grid, eliminating the need for wide forklift aisles.
Advanced WMS (Warehouse Management Systems) that use machine learning to predict picking heatmaps and optimize inventory placement automatically.
Every region has unique logistics challenges. Ebil provides tailored solutions that address specific local constraints:
Operating from the heart of Guangdong's manufacturing hub, Ebil leverages the "World's Factory" advantage to provide unmatched resilience. Our vertical integration allows us to control costs from raw material procurement to final coating.








Our production cycle is optimized for global exports. We employ a multi-layered quality check system including salt spray testing, load-bearing deformation analysis, and hardness testing to ensure that our "Made in China" products represent the peak of reliability.




Navigating international regulations is a core competency at Ebil Metal. We provide full documentation and engineering support to ensure our Automatic Warehouse Solutions meet local building codes and safety laws:
Looking toward 2030, Ebil Metal is investing in 5G-connected warehouse robotics and green energy solutions. Our future roadmap includes the development of self-healing racking systems and carbon-neutral manufacturing processes. We are not just building racks; we are engineering the future of global commerce, ensuring that every pallet moved contributes to a more efficient, sustainable world.
By choosing Ebil Metal as your Automatic Warehouse Solution Supplier, you are partnering with a leader dedicated to innovation, quality, and long-term business growth. Let us help you transform your warehouse into a high-performance asset.