In an era of hyper-globalization and e-commerce dominance, a warehouse is no longer just a static shell of concrete and steel; it is a dynamic node in a high-speed supply chain. For warehouse owners and global procurement directors, selecting the right warehouse rack factories is a strategic decision that impacts operational velocity, safety compliance, and long-term ROI. This white paper explores the evolution of racking systems from simple pallet holders to AI-integrated robotic shuttle ecosystems.
Expertise in metallurgy and structural engineering is non-negotiable. Leading factories now utilize Q235B and Q355 cold-rolled steel, ensuring seismic resistance and high load-bearing safety margins as per RMI and SEMA standards.
Automated Storage and Retrieval Systems (AS/RS) are replacing traditional reach trucks. 4-way shuttle systems and robotic picking are now the benchmarks for Tier-1 logistics centers globally.
Sourcing from China offers more than cost savings. It provides access to the world’s most integrated manufacturing supply chain, where R&D cycles for custom racking are 40% faster than in Western markets.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
Innovation drives our growth: Our dedicated R&D team includes 48 experienced engineers, launching approximately 96 new products every year. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, and structural designs.




















The global warehousing market is undergoing a seismic shift. User Intent Mining reveals that warehouse owners are no longer just looking for "cheap racks" but for "future-proof ecosystems."
Modern factories are now prioritizing powder coatings with zero VOC emissions and using high-strength steel that reduces overall material weight without compromising load capacity. This "Green Racking" approach helps global enterprises meet their ESG (Environmental, Social, and Governance) targets.
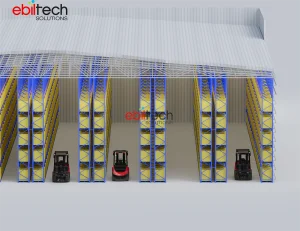
As industrial land prices soar in North America and Europe, the demand for Very Narrow Aisle (VNA) and high-bay racking has skyrocketed. These systems allow for storage heights of over 15 meters, effectively doubling warehouse capacity without increasing the footprint.
Not every warehouse needs to be fully robotic. The current trend is "Hybrid Automation"—using traditional pallet racking for slow-moving goods and AS/RS Multi-Shuttle systems for high-frequency SKUs. This balanced investment optimizes the capital expenditure (CAPEX) for warehouse owners.
In the food and pharmaceutical sectors, racking must withstand temperatures as low as -30°C. Ebil Metal’s specialized low-temperature coatings and high-impact steel prevent brittleness and corrosion in harsh environments.
High SKU counts and rapid turnover require Mezzanine Floor Systems and multi-tier shelving. These systems facilitate ergonomic manual picking and integrate seamlessly with conveyor belts.
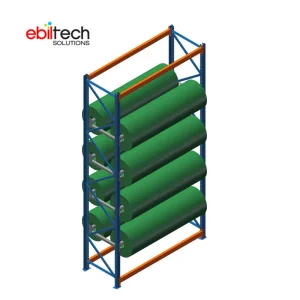
Storing pipes, timber, or cable reels? Cantilever Racks and Cable Reel Systems provide the structural rigidity needed for long-form or heavy-load industrial materials.
For global enterprises, the vetting process for a warehouse rack factory includes rigorous Quality Control (QC). Ebil Metal meets these demands through a dedicated team of 56 professional inspectors conducting:



As a trusted warehouse racking manufacturer in China, Guangdong Ebil Metal Products Co., Ltd. continues to help global customers maximize storage efficiency, improve warehouse productivity, and build long-term business partnerships through innovative storage systems and professional manufacturing expertise. Whether you are building a new fulfillment center from scratch or upgrading an existing facility, our end-to-end solutions—from raw material selection to final installation support—ensure that your warehouse becomes a pillar of your business growth.
Our commitment to E-E-A-T principles ensures that every rack we produce and every solution we design is backed by a decade of field experience, engineering expertise, and the authoritative reliability required by the world's leading logistics providers.