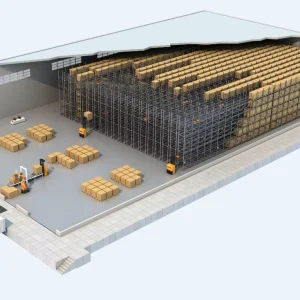
In the modern global economy, the warehouse is no longer just a storage facility; it is a critical node of the supply chain that determines the speed and efficiency of market delivery. As land costs rise and labor shortages persist, the transition toward Automated Storage and Retrieval Systems (AS/RS)—specifically Stacker Crane and Shuttle technologies—has become a strategic imperative for enterprises worldwide.
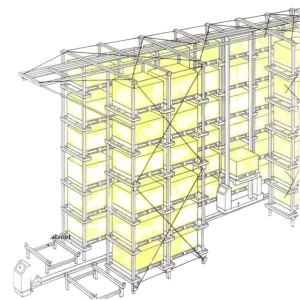
This document explores the integration of Stacker Crane & Shuttle systems as a hybrid solution that offers unprecedented density and throughput. By leveraging the vertical reach of cranes and the horizontal flexibility of shuttles, manufacturers and logistics providers can achieve a 400% increase in storage capacity compared to traditional racking.
Designed for heights up to 40 meters, our cranes offer high-speed pallet handling with millimeter precision. Integrated with WCS (Warehouse Control Systems), they ensure 24/7 reliability for heavy-duty applications.
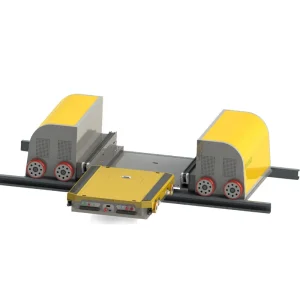
Whether it is 2-way radio shuttles or advanced 4-way intelligent carts, these units navigate deep lanes to maximize volume utilization. Ideal for high-SKU variety and FIFO/FILO requirements.
Seamless connectivity between physical hardware and digital management layers allows for real-time inventory tracking, predictive maintenance, and optimized path planning.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has rapidly emerged as a leader in the field of industrial storage. Our core strength lies in our dual identity as both a high-tech manufacturer and a solutions architect. We don't just sell racks; we engineer productivity. With 56 professional inspectors and an R&D team of 48 experienced engineers, we ensure that every bolt and beam meets the most stringent international standards.
Our global footprint spans across North America, Europe, Southeast Asia, and the Middle East, supported by a robust network of 980+ supply chain partners. This scale allows us to provide "China Efficiency" with "Global Quality."
The roadmap for AS/RS technology is moving toward "Hyper-Intelligence". At Ebil, we are investing in three key areas for the next decade:






Our manufacturing facility is equipped with CNC processing equipment, automatic roll forming lines, and specialized plasma cutting machines. We perform comprehensive inspections including coating adhesion testing, dimensional inspection, and salt spray corrosion testing before any shipment leaves our dock. This commitment to Factory 4.0 standards ensures that our clients receive components that are easy to install and built to last for decades.
Our AS/RS systems are rated for temperatures as low as -30°C, utilizing special steel alloys and low-temp electronics for frozen food and pharmaceutical storage.
High-speed mini-load ASRS and multi-shuttle systems designed to handle thousands of small picks per hour with 99.9% accuracy.
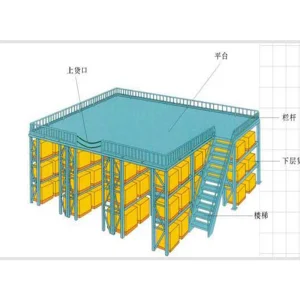
Buffer storage solutions that integrate directly with production lines to manage Work-In-Progress inventory efficiently.
Localization & Compliance: We understand that global procurement requires more than just good hardware. Ebil provides full compliance documentation including CE certification, FEM standards, and RMI (Rack Manufacturers Institute) guidelines. We offer localized installation support and 24/7 remote technical assistance to ensure your operation never stops.