The global logistics landscape is undergoing a seismic shift. As urban land prices skyrocket and labor costs rise, traditional storage rack radio shuttle rack factories are evolving into high-tech innovation hubs. In 2024, procurement strategies for Fortune 500 companies have shifted from simple "storage density" to "intelligent throughput."
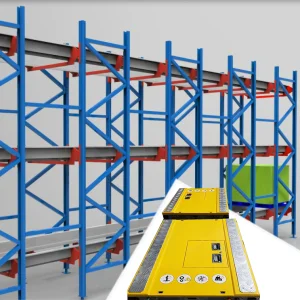
Cold chain logistics, pharmaceutical fulfillment, and e-commerce giants are now prioritizing 24/7 autonomous operations. A Radio Shuttle Rack system offers up to 80% more storage density than traditional selective racking.
Automated shuttle systems typically yield a Return on Investment (ROI) within 18-24 months by reducing forklift maintenance, labor hours, and operational errors in high-volume environments.
The move toward "Smart Cities" requires warehouses to be modular. Modern shuttle factories are focusing on "plug-and-play" systems that can integrate seamlessly with Warehouse Management Systems (WMS).
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by continuous innovation from our R&D team of 48 experienced engineers.
Remote-controlled 2-way shuttle carts. Ideal for high-density FIFO/LIFO operations where manual labor is still a component but forklift travel is minimized.
Shuttles that move laterally and longitudinally. This allows for complex warehouse layouts and multi-shuttle coordination via centralized software.
Integration with stacker cranes and AI-driven pathfinding. Full light-out warehousing capabilities with zero human intervention required for storage/retrieval.
Our products are engineered to meet CE, ISO, and RMI standards. We provide localized installation guides and remote diagnostics for all electronic shuttle components, ensuring your factory remains operational 365 days a year.
Our 56 professional inspectors ensure every batch meets stringent load capacity, dimensional, and coating adhesion tests.




















Our quality is the foundation of our business. Innovation drives our growth, with 96 new products launched annually. We provide full OEM/ODM services, ensuring customized dimensions, colors, and structural designs for every unique warehouse footprint.
Unlike drive-in racking, which requires forklifts to enter the rack structure, a Radio Shuttle Rack uses an automated cart to transport pallets. This significantly reduces rack damage, increases safety, and allows for much faster throughput speeds. It also supports both FIFO (First-In, First-Out) and LIFO (Last-In, First-Out) logic.
Yes. Ebiltech heavy-duty steel cold warehouse rack systems are specifically designed for sub-zero temperatures. Our shuttles are equipped with specialized batteries and electronic components that operate efficiently at -25°C or lower without performance degradation.
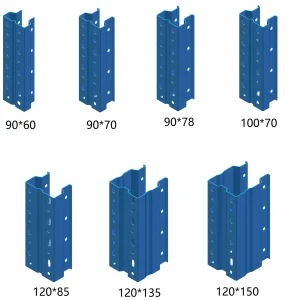
Every project undergoes finite element analysis during the design phase. In our factory, we conduct physical load-bearing tests, hardness tests, and salt spray corrosion tests. Our Q235B steel is sourced from premium mills to ensure structural integrity and compliance with international safety codes.
For standard systems, lead times are typically 20-30 days. For large-scale ASRS or highly customized OEM projects involving robotic integration, it may range from 45-60 days depending on the complexity of the WMS integration and specialized fabrication requirements.