Engineered for Maximum Vertical Efficiency and High-Throughput Automation
In the era of Logistics 4.0, the global supply chain is undergoing a fundamental transformation. As land prices skyrocket and labor costs rise, the demand for Automated Storage and Retrieval Systems (AS/RS) has shifted from a luxury to a competitive necessity. Stacker cranes—the heart of these systems—are no longer just machines; they are the high-speed arteries of modern commerce.
The global AS/RS market is projected to reach billions by 2030. In North America and Europe, the focus is on retrofitting aging warehouses. In the Asia-Pacific region, rapid industrialization is driving greenfield projects where stacker cranes are integrated from day one.
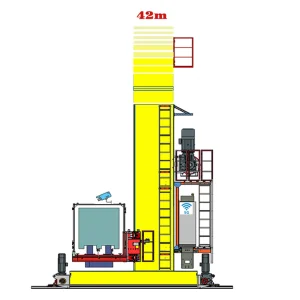
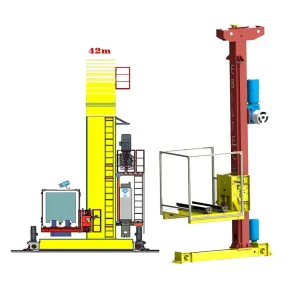
Using Q235 High-Grade Steel and robotic precision welding, modern cranes like those from Ebil Metal support capacities up to 6 tons with travel speeds reaching 180m/min, ensuring zero-compromise safety.
Today's procurement directors seek "Information Gain." Our cranes utilize WMS/WCS integration to predict maintenance needs and optimize pathfinding, reducing energy consumption by up to 25%.
China has become the epicenter of automation manufacturing. For global wholesalers, the "China Advantage" is no longer just about price—it's about Speed-to-Market and Customization Scale. Guangdong Ebil Metal Products Co., Ltd. exemplifies this, combining massive 26,800m² facilities with an engineering team of 48 specialists who can turn a CAD concept into a operational prototype faster than any Western counterpart.
Established in 2017, Ebil has rapidly evolved into a leading authority in industrial storage. Our core expertise lies in the design, manufacture, and deployment of complex AS/RS Stacker Cranes and heavy-duty racking solutions. We operate a state-of-the-art 26,800 m² production facility, utilizing advanced robotic welding and CNC processing.
With 12 years of industry experience and 8 years of export authority, we have successfully delivered high-efficiency systems to over 60 countries. Our annual revenue of US$18 million is a testament to our reliability as a global supply chain partner.
Experience: 12+ years in intralogistics engineering.
Expertise: 48 R&D engineers, 96 new product launches annually.
Authoritativeness: SGS/CE Certified, 980+ global supply chain partners.
Trust: 56 dedicated quality inspectors conducting salt spray and load testing.
Our manufacturing process adheres to the strictest international quality standards, ensuring every stacker crane is a masterpiece of reliability.









High-precision forming lines ensure structural integrity and perfect alignment for crane rails.

Uniform weld strength eliminates structural fatigue under heavy duty cycles.

Each crane undergoes rigorous stress tests using calibrated hardness and load bearing testers.
As a global exporter, Ebil stays ahead of the curve by monitoring industry-wide shifts. Here are the trends defining the next decade of stacker crane procurement:
Stacker cranes allow for much higher storage density (up to 45 meters high), narrower aisles, and fully automated 24/7 operation. This leads to a typical floor space saving of 60-80% and significant labor cost reductions.
We provide comprehensive OEM & ODM customization. Before shipping, each system undergoes dimensional inspection, coating adhesion tests, and salt spray corrosion testing. We also offer remote installation guidance and full engineering documentation.
Pallet stacker cranes are designed for heavy loads (up to 6,000kg) typically stored on pallets. Mini-load systems are high-speed solutions for smaller items like totes, bins, or boxes, focusing on extremely high cycle rates in e-commerce fulfillment.
Yes. Our cranes are designed with open-architecture control systems, allowing seamless integration with most modern Warehouse Management Systems (WMS) and Warehouse Control Systems (WCS).