Guangdong Ebil Metal Products Co., Ltd. stands as a vanguard in the industrial storage and conveyor manufacturing landscape. Established in 2017, Ebil has rapidly evolved from a regional powerhouse to a globally recognized exporter of high-precision warehouse racking and automated conveyor systems. Our operations are anchored by a massive 26,800 m² production facility, which integrates the latest in Industry 4.0 technologies, including robotic welding and CNC processing.
Years Industry Exp.
Countries Served
Annual Export
QC Specialists
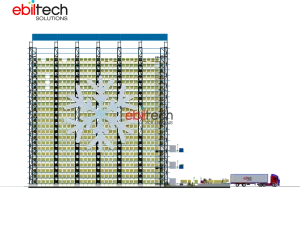
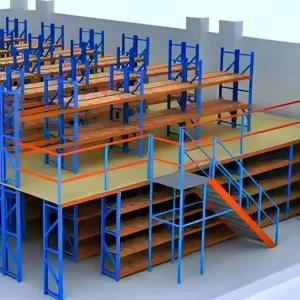
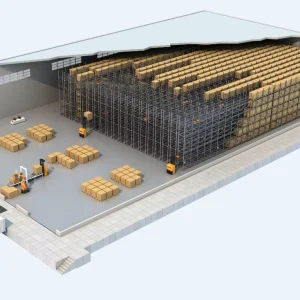
With a robust portfolio encompassing everything from Selective Pallet Racking to advanced ASRS (Automated Storage and Retrieval Systems), we provide the skeletal infrastructure that supports the world's supply chains. Our technical expertise is reflected in our 48-strong engineering team, dedicated to solving complex spatial challenges for warehouse operators, 3PL providers, and e-commerce giants.
At Ebil, we define "Factory 4.0" through the lens of precision and repeatability. Our production lines utilize automated roll-forming machines and plasma cutting systems that ensure every upright and beam meets sub-millimeter tolerances. This technological backbone allows us to offer 980+ supply chain partners a level of reliability that is unmatched in the industry. For wholesalers, this means consistent lead times and modular components that fit perfectly every time.








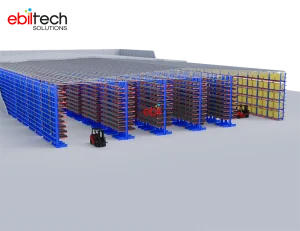
Transitioning from static racking to AI-governed 4-way shuttle systems that optimize pathfinding in real-time, reducing energy consumption by 30%.
Research into low-carbon steel alloys and eco-friendly powder coatings that exceed salt spray corrosion requirements while reducing environmental footprint.
Developing "Smart Racks" equipped with weight sensors and vibration monitors to prevent structural failure and provide predictive maintenance alerts.
The future of material handling lies in the seamless convergence of hardware and software. Ebil is currently piloting WMS (Warehouse Management System) integrations that allow our conveyor systems to communicate directly with AGVs, creating a touchless logistics environment. This roadmap ensures that our wholesalers are not just selling steel, but selling the future of efficiency.
Our expertise extends into specialized sectors requiring rigorous compliance and localized engineering support:
Ebil provides localized support including structural calculations compliant with EU (Eurocode 3) and US (RMI) standards, ensuring that our global clients can clear local safety audits with ease.
Procuring industrial equipment from China requires a partner who understands the nuance of international trade. Ebil offers a comprehensive OEM & ODM suite, allowing wholesalers to customize everything from load capacities to branding. Our quality control department performs salt spray tests, coating adhesion tests, and real-world load testing on every batch.
56 Professional inspectors ensuring 100% compliance with international safety norms.
96 New products launched annually to keep your inventory ahead of market trends.
Long-term cooperation models with dedicated account managers for 60+ countries.
The 4-Way Shuttle system offers superior flexibility and 20-30% higher storage density compared to 2-way systems. It allows for simultaneous operation across multiple levels, significantly increasing throughput and reducing bottlenecks in high-volume fulfillment centers.
We use advanced finite element analysis (FEA) during the design phase. Each batch undergoes destructive and non-destructive testing using our proprietary load-bearing testers. We also provide full traceability for the raw materials (Q235/Q355 steel) used in our products.
Yes, our automated systems (ASRS, Shuttles, Conveyors) are designed with open API protocols, allowing for seamless integration with most modern Warehouse Management Systems and ERPs like SAP, Oracle, and Microsoft Dynamics.
For standard configurations, lead times range from 15-25 days. Complex, highly customized automated systems typically require 45-60 days, covering design, manufacturing, and pre-shipment factory acceptance testing (FAT).