In the modern era of logistics, the "Radio Shuttle Car" and "Bus Shuttle" (often referred to as carrier or satellite systems) have revolutionized warehouse density. Guangdong Ebil Metal Products Co., Ltd. stands at the forefront of this industrial shift. As a premier Radio Shuttle Car Manufacturer and Supplier, we integrate deep expertise in metallurgy with advanced robotic engineering to solve the world's most complex storage challenges.
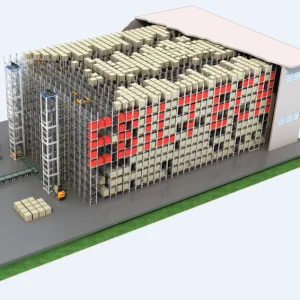
Since our establishment in 2017, we have moved beyond simple racking. We have engineered a 26,800 m² ecosystem that bridges the gap between traditional storage and the Fully Automated Storage and Retrieval Systems (AS/RS). Our solutions are not just about steel; they are about Information Gain—using data-driven design to maximize every cubic meter of your facility.
In regions like North America and Northern Europe, cold storage energy costs are astronomical. Our Radio Shuttle Cars operate flawlessly in temperatures as low as -25°C, reducing the need for forklift entry and maintaining thermal integrity.
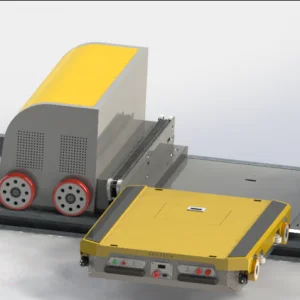
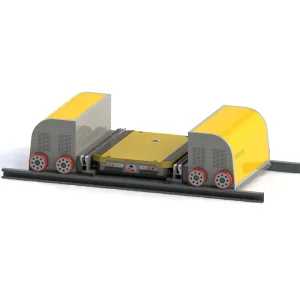
In Southeast Asia's booming retail sector, Fast-Moving Consumer Goods (FMCG) require extreme rotation. The "Bus Shuttle" (Mother-Daughter system) allows for multi-lane simultaneous picking, increasing throughput by 300% over traditional racking.
For the European pharmaceutical market, FEFO (First-Expired, First-Out) compliance is non-negotiable. Our WMS-integrated shuttle systems ensure 100% traceability and precision in batch management.
Guangdong Ebil's "China Factory Advantage" lies in our vertical integration and robotic precision.
















Current Radio Shuttle Cars are transitioning from simple remote-control units to 5G-enabled autonomous agents. By utilizing AI algorithms, our 4-way shuttles can now predict traffic bottlenecks within the rack and reroute themselves in real-time.
The next generation of Ebil shuttles will feature kinetic energy recovery systems (KERS), extending battery life by 25%. We are also developing "Swarm Intelligence" where a fleet of "Bus Shuttles" can communicate to optimize the entire warehouse's energy footprint.




E-E-A-T Guarantee: Every EBIL product undergoes a comprehensive 4-stage inspection. Our 56 professional inspectors utilize salt spray corrosion testing and coating adhesion testing to ensure that our CE-certified steel structures withstand the harshest industrial environments. From North America to Oceania, we provide localized support and compliance assurance (ANSI/RMI, FEM 10.2.07).
A 2-way shuttle moves pallets back and forth in a single lane. A 4-way shuttle can change lanes independently, allowing for more complex SKU management and higher warehouse flexibility without the need for a dedicated Mother-shuttle.
Our Mother-Daughter (Bus Shuttle) systems use sliding contact lines or high-capacity lithium batteries. We perform over 10,000 cycles of stress testing on the docking mechanisms to ensure zero-fail performance during peak season operations.
Yes. We have served customers in over 60 countries. We provide detailed 3D layouts, remote technical guidance, and can dispatch engineering teams for on-site commissioning and staff training for automated systems.
Absolutely. Our WCS (Warehouse Control System) is designed with open APIs to integrate seamlessly with mainstream ERP and WMS solutions, ensuring real-time data flow from the warehouse floor to your executive dashboard.