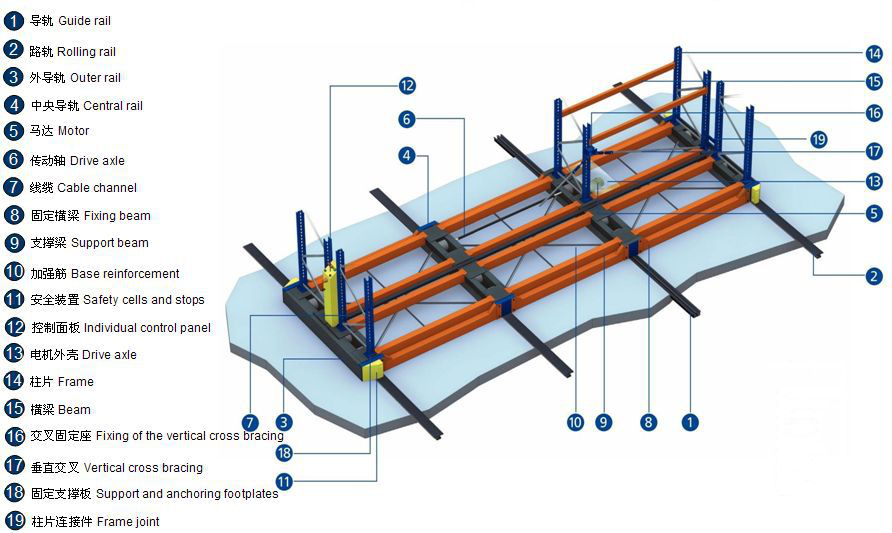
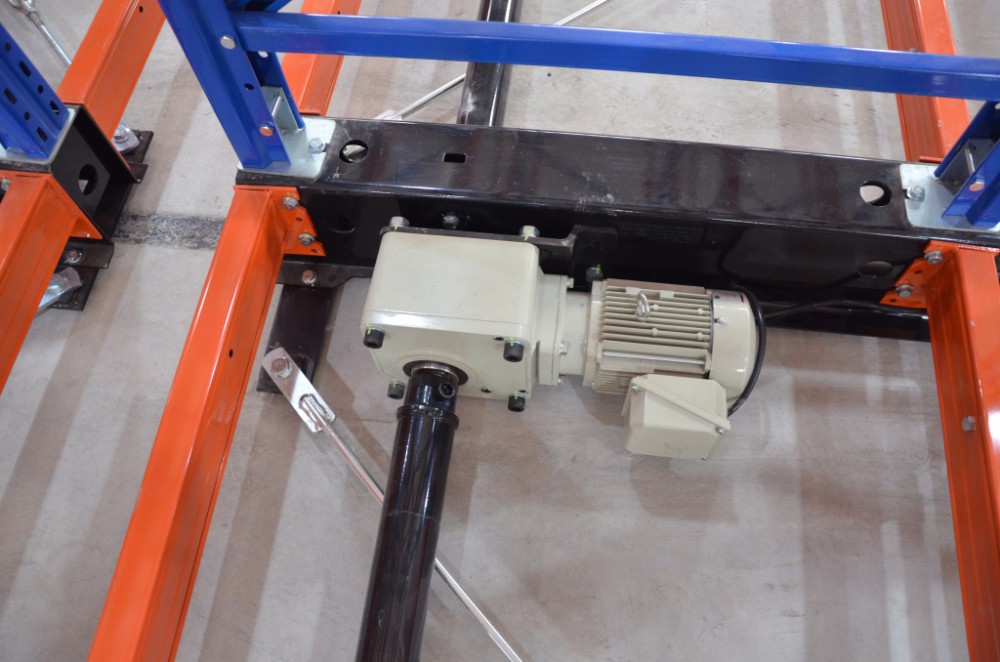
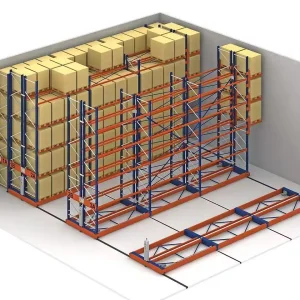
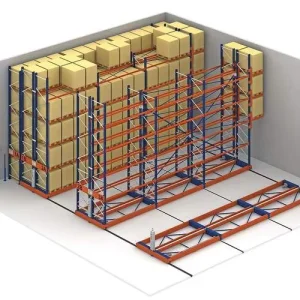
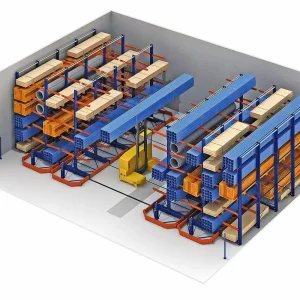
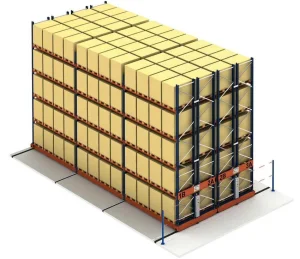
The mobile pallet racking units are installed over guided bases that slide laterally, eliminating the need for multiple fixed aisles. With mobile racking and shelving, the aisles open up only when the operator requests access. The motorized mobile bases are electronically-powered and are guided by rails in the floor.
Professional Manufacturing & Design
With nearly 20 years of manufacturing experience, our team specializes in high-quality pallet racking, multi-shuttle systems, and radio shuttle racking. Our R&D center includes over 40 mechanical, electrical, and software engineers dedicated to continuous product innovation.

Frequently Asked Questions (FAQ)
🔹 1. What are the primary benefits of an Electric Mobile Rack?
It significantly increases storage capacity by over 85% by eliminating fixed aisles. It offers high-density storage while maintaining direct access to every pallet via a motorized base system.
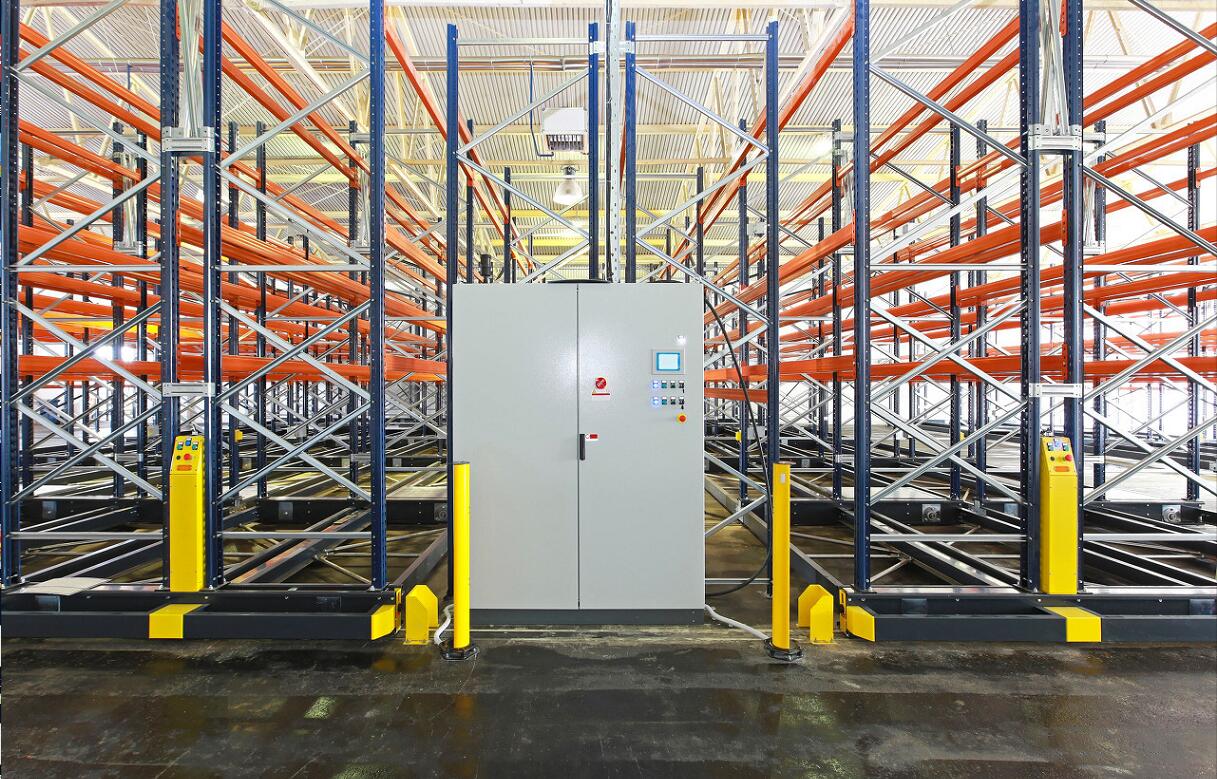
🔹 2. How is the system controlled and is it safe?
The system can be controlled via computer, automatic, or semi-automatic modes. It is designed to be safe and reliable, with built-in emergency movement capabilities in the event of a power failure.
🔹 3. What industries are best suited for this system?
This solution is ideal for manufacturing, food and drug industries, new energy sectors, and specifically for deep-freeze warehouses where space utilization is critical.
🔹 4. What are the technical load capacities for the racking?
The system supports up to 1600kg per level. It can be designed with 2 to 5 layers, reaching a maximum height of 15 meters depending on specific warehouse requirements.
🔹 5. Do you provide installation and technical support?
Yes, we provide professional installation teams with extensive overseas experience. We send engineers for site debugging and staff training to ensure smooth operation of the racking and software systems.
🔹 6. What is the typical lead time for production?
For standard orders, the manufacturing time is approximately 20-30 days, depending on the container size (20GP or 40GP) and project complexity.