Engineered structural racking, high-performance stacker cranes, and automated shuttle systems for global heavy-duty industrial installations.




Global supply chains are undergoing a seismic shift towards spatial optimization and automated high-throughput performance. Traditional warehousing configurations, reliant solely on manual material handling and basic static racking, no longer meet the demands of rapid fulfillment cycles, rising land costs, and acute labor shortages. Consequently, the adoption of Automated Storage and Retrieval Systems (AS/RS) has transitioned from a future technology to an operational imperative.
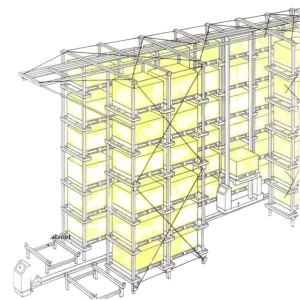
Modern automated storage design operates on the principles of structural elasticity, kinematic synchronization, and absolute reliability. Utilizing components like heavy-duty structural steel uprights, automatic stacker cranes, and multidirectional intelligent shuttle cars, these systems maximize vertical floor usage and increase storage density by up to 400% compared to traditional selective racking configurations. Crucially, engineering these structures requires deep metallurgical expertise, dynamic load calculation models, and rigorous regulatory compliance, particularly under European CE standards (such as EN 15512 and EN 15629) and RMI guidelines.
Unlike static shelving systems, automated racking must withstand constant dynamic loads, vibrations, and horizontal deceleration forces generated by high-speed stacker cranes and radio shuttles traveling at up to 4m/s. This requires:
Advanced Production Facility
Engineering & Storage Expertise
Annual International Export
Professional QA Inspectors
Why international logistics integrators, Fortune 500 enterprises, and major distribution centers partner with Chinese manufacturing hubs for AS/RS infrastructure.
Direct sourcing agreements with top tier steel mills (like Baosteel and Ansteel) guarantee access to high-yield Q235B and Q355B structural steel. Complete batch traceability ensures raw materials meet strict chemical and physical specifications before entering the roll-forming lines.
By leveraging advanced ABB and Kuka robotic welding gantries alongside CNC-guided punching presses, Chinese factories maintain tolerances of less than 0.5mm across massive structural batches. Custom OEM/ODM profiles are developed and tested using finite element analysis (FEA) software.
Leading Chinese exporters hold rigorous international certifications, including CE EN15512, ISO 9001:2015, and ISO 14001. This ensures that safety factors, load capacity designs, and structural calculations satisfy European (FEM) and American (RMI) regulatory frameworks.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has developed into a premier modern manufacturing enterprise specializing in industrial storage systems and high-density warehouse racking solutions. Spanning a state-of-the-art 26,800 m² production facility, we design, manufacture, and supply reliable, durable, and cost-effective shelving and storage systems for distribution centers, third-party logistics (3PL) hubs, manufacturing facilities, and commercial enterprises worldwide.
With over 12 years of industry experience and 8 years of dedicated export experience, Ebil has successfully completed projects in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, a testament to our long-term collaboration with more than 980 supply chain partners worldwide.
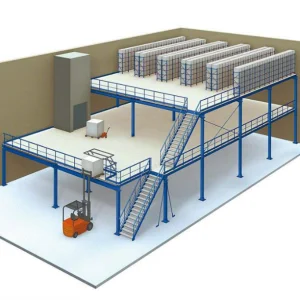
Our extensive product portfolio features: Selective Pallet Racking, Heavy Duty Warehouse Racking, Long Span Shelving, Boltless Shelving, Cantilever Racking, Drive-In Racking, Mezzanine Floor Systems, Mobile Shelving, and fully integrated Customized Industrial Racking Systems.
Quality is the foundation of our manufacturing philosophy. Every component undergoes rigorous inspections before leaving our facility, including:
Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international standards. Furthermore, our dedicated R&D team, comprised of 48 experienced engineers, launches approximately 96 new products every year. We offer comprehensive OEM & ODM customization, including custom dimensions, specialized load capacities, custom colors, structural configurations, and tailored packaging.
A step-by-step technical view of our automated manufacturing lines, high-precision machining centers, and structural validation laboratories.



























Our in-house laboratories execute yield testing to fail-safe parameters prior to batch delivery.
Adapting high-density hardware structures to specialized global applications and intelligent software environments.
Traditional shuttle systems operate primarily on a 2-directional axis (forward and backward). Modern material handling favors 4-way radio shuttles, which navigate across both longitudinal and transverse axes within the racking matrix. This spatial flexibility reduces structural bottlenecks, improves system utilization, and allows warehouses to scale throughput by dynamically allocating shuttles to high-activity zones.
With global food and pharmaceutical supply chains requiring strict thermal profiles, cold storage automation has expanded rapidly. Operating racking systems in sub-zero temperatures (down to -30°C) presents material challenges. Standard carbon steel becomes brittle; hence, factories must use specialized low-temperature carbon steel alloys treated with low-temperature powder coatings to prevent micro-cracking, delamination, and premature corrosion.
The rise of micro-fulfillment centers (MFCs) in urban areas demands low-footprint, high-height storage. Mini-load stacker cranes and automated bin-shuttles store and retrieve individual plastic totes or cartons, handling throughputs exceeding 1,000 bins per hour. This requires extremely high precision in manufacturing and installation, with rack leveling tolerances held to millimeters to prevent crane alignment errors.
Global corporations face strict ESG mandates to lower their carbon footprint. Automated racking systems contribute to this by maximizing storage density, which reduces the overall warehouse footprint, saving energy on lighting and climate control. Furthermore, utilizing advanced roll-forming techniques reduces the total steel weight of the racking components without sacrificing load-bearing capacity.
Global logistics consultants require structural and compliance verification before certifying a project for installation. When purchasing heavy-duty automated storage equipment, buyers should evaluate key technical parameters, including:
Our Quality Control department employs 56 professional inspectors to ensure that every structural run complies with international standards. We perform tensile tests, coating thickness tests, and dimensional alignment verifications on every batch. Ebil's production lines utilize optical tracking sensors to detect punch misalignment or roll deviations in real-time, preventing structural variances before the components reach the painting and finishing lines.
This systematic approach ensures that every racking column, support beam, spacer, and rail is engineered to tolerate decades of high-speed industrial use, preventing costly downtime and structural failures in critical logistics operations.
Addressing engineering specifications, design parameters, and compliance standards for procurement managers and logistics integrators.
Static racking is designed for lower tolerance ranges and manual forklift speeds. AS/RS racking requires dynamic load calculations to withstand high-speed crane acceleration/deceleration. It also demands tight dimensional tolerances (often < 1.5mm variance over height profiles) to prevent crane collision and ensure precise navigation.
Our designs follow EN 15512 and EN 15629 standards. Materials undergo physical property testing, and our manufacturing facilities follow certified ISO 9001:2015 processes. Third-party testing houses verify structural calculation models and weld seam integrity to ensure compliance with European safety and load guidelines.
We primarily utilize high-tensile steel grades Q235B and Q355B (equivalent to S235JR and S355JR under European specifications). Each shipment from our steel mill partners includes Mill Test Certificates (MTC). Our quality control team also conducts independent hardness, tensile strength, and thickness tests on every batch.
Yes. Our engineering department uses specialized finite element analysis (FEA) software to design structural configurations for seismic zones. We adjust footplate dimensions, configure heavy-duty bracing patterns, and increase steel gauge thickness to meet regional seismic codes (such as ASCE 7 or Eurocode 8).
We provide two primary options: electrostatic powder coating with specialized epoxy primers for humidity resistance, or hot-dip galvanization (compliant with ISO 1461). Galvanizing deposits a thick zinc coating to protect the underlying steel from rust and wear down to -30°C.
Production cycles depend on project scale, but typically average 30 to 45 days from engineering drawing approval to port delivery. Our roll forming capacity and automated robotic welding stations allow us to process large orders efficiently to meet project timelines.
Specialized mobile systems, radio shuttles, high-clearance mezzanines, and structural components for smart warehouse management systems.