Engineered to handle complex load distributions, long materials, and high-frequency retrieval operations under rigorous industrial criteria.



The global logistics landscape is undergoing a massive structural transformation. As real estate costs skyrocket in major industrial corridors, logistics hubs, manufacturers, and steel distribution networks can no longer afford wide, footprint-heavy warehouses. To combat these constraints, enterprises are upgrading to vertical high-density systems and telescopic storage configurations. Heavyweight storage solutions—traditionally defined as racking configurations supporting loads upward of 1,000 kg to over 5,000 kg per level—are now the foundational pillar of modern logistics infrastructure.
Whether it is structural steel, heavy machinery parts, automotive press dies, or bulk raw materials, the structural integrity of these systems directly translates to warehouse safety and operational speed. Across North America, Europe, and Asia Pacific, strict structural guidelines enforce that warehouse racking must operate under the highest safety coefficients. Systems must handle dynamic forces from material handling equipment, wind loads in outdoor configurations, and even seismic activity in critical earthquake-prone regions.
SEO Insights & Market Dynamics: The global heavy-duty racking market is projected to grow significantly as automation (AS/RS) and space optimization become standard operational protocols for major manufacturers. The primary drivers are space footprint savings, structural compliance with CE standards, and human safety protocols under FEM 10.2.02 and EN 15512 frameworks.
In Europe and internationally, CE Certification is not merely a label; it represents rigorous structural verification under structural design codes for steel static storage systems (such as EN 15512 and EN 15635). Guangdong Ebil Metal Products Co., Ltd. incorporates these standards into every phase of our structural engineering process.
A certified heavyweight system guarantees the steel chemistry (e.g., high-grade Q235B or Q355B steel), the exact load calculation models (considering deflection limits and buckling calculations), and safety margins under maximum load constraints. Our production utilizes state-of-the-art robotic welding systems and continuous roll-forming lines to eliminate structural anomalies, providing our global clients with unmatched reliability.
The intersection of steel structural design and digital warehouse software is defining the future of warehousing. We identify three distinct trends reshaping the industry:
Continuous profile roll forming ensures uniform thickness, precise dimensional tolerances, and high torsional rigidity under heavy loads.
Automated OTC and Yaskawa robotic welding stations maintain zero-defect weld seams, guaranteeing structural weld load capacity.
Every structural profile undergoes mechanical testing, hardness validation, and physical load tests exceeding 1.5x the rated load capacity.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. (known widely as EBILMETAL or EBILTECH) has grown into a modern manufacturing enterprise specializing in high-capacity storage structures. Across our 26,800 m² facility, we design, engineer, and manufacture custom selective pallet racks, telescopic cantilever racks, and automated warehouse components.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully deployed industrial infrastructure solutions in over 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Supported by an export revenue exceeding US$18 million annually, our operations are optimized to handle large-scale, complex projects.
Quality control is the lifeblood of our facility. Every production batch is scrutinized by our 56 professional quality inspectors. Tests include raw material chemical analysis, coating thickness testing, salt spray corrosion testing, and full-scale structural load-bearing tests. Our dedicated R&D group includes 48 experienced engineers who develop customized OEM & ODM solutions, launching approximately 96 new products annually to match changing global demands.
Inside Guangdong Ebil Metal Products Co., Ltd.: Modern machinery, precise fabrication, and rigorous quality verification.


























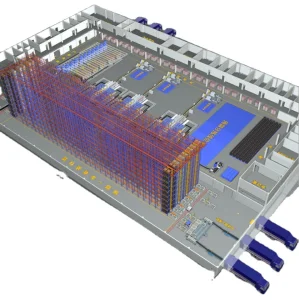
Guangdong Ebil Metal Products Co., Ltd. builds high-capacity storage configurations designed to integrate with automated supply chain architectures. By integrating our WMS (Warehouse Management Software) with automated stacker cranes and four-way shuttle carts, facilities transition from simple static storage to high-efficiency automated distribution hubs.
Our structural engineering roadmap focuses on three strategic pillars:
Standard warehouse layouts cannot meet the demands of handling heavy, bulky, or irregularly-shaped materials. Ebil works directly with engineering partners to provide tailored solutions for diverse industrial challenges:
Steel Pipe & Tube Storage: Standard structures fail when handling heavy, long tube steel. The installation of Ebil's Roll Out Telescopic Cantilever Racking System solves this issue. Crane operators can pull shelves forward to load and retrieve piping safely, reducing access paths and minimizing forklift damage.
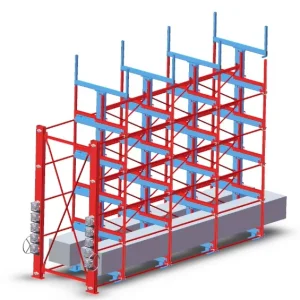
Sheet Metal & Die Operations: Storing sheet metal packs flat wastes floor space. The Vertical Roll Out Sheet Metal Rack enables high-density vertical organization of sheet stock. Operators can select individual sheets directly without needing to move adjacent bundles, increasing productivity and floor safety.
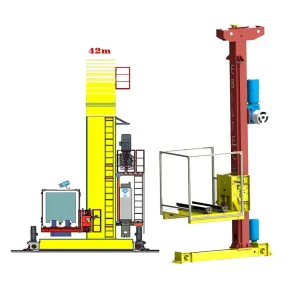
Cold Chain & Automated Pallet Warehousing: Standard high-density configurations suffer in sub-zero settings. Incorporating Ebil's Four-Way Pallet Shuttle Carts and AS/RS Stacker Crane Systems allows warehouses to operate down to -25°C. These systems eliminate the need for manual forklift operators to enter freezing rooms, safeguarding personnel and maximizing volumetric capacity.
Technical guidance on load capacities, structural safety standards, and AS/RS automation integration.
Integrate automated stacker cranes, heavy shelving, and software integrations to maximize storage capacity.