Modern global logistics and manufacturing operations demand space efficiency, safety compliance, and agile supply chains. Industrial properties are at a premium, pushing engineers to seek high-density space utilization without compromising throughput or load safety. Modular storage and integrated smart warehousing solve these spatial constraints by utilizing vertical height, implementing automated workflows, and providing modular layouts that scale as dynamic markets shift.
By employing European FEM standards, CE markings, and rigid structure-testing methodologies, advanced system configurations minimize downtime and safeguard inventory. Smart companies are transitioning away from static storage toward dynamic racking platforms integrated with Warehouse Management Software (WMS) and automated crane systems, maximizing density by up to 80% compared to traditional configurations.
From dense industrial hubs in North America and Western Europe to growing distribution frameworks across Southeast Asia, the Middle East, and Oceania, our structures are engineered for global regulatory alignment and seismic stability. We ensure compliance with strict building safety parameters, load limits, and structural resilience criteria across all jurisdictions.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has developed into a leading high-tech manufacturer specializing in industrial storage structures and intelligent automated warehouse configurations. Operating a modern 26,800 m² manufacturing plant, we host high-precision automatic roll-forming lines, automated robotic welding systems, structural steel punching centers, and state-of-the-art electrostatic powder coating systems.
Quality remains the primary benchmark of our company. With 12 years of industry experience and 8 years of export operations, Ebil has established long-term commercial projects in over 60 countries across Europe, North America, Southeast Asia, the Middle East, and Oceania. We serve over 980 enterprise supply chain partners worldwide, maintaining an annual export value exceeding US$18 million.
Innovation is key to our continuous engineering evolution. Our R&D department contains 48 experienced design engineers who introduce roughly 96 new structural and mechanical designs annually. We deliver comprehensive OEM and ODM support tailored to individual site variables:
























We source cold-rolled Q235B and Q355B steel, optimizing structural integrity and maximizing yield strength. This ensures our heavy-duty racking systems maintain precise tolerances under continuous load cycles.
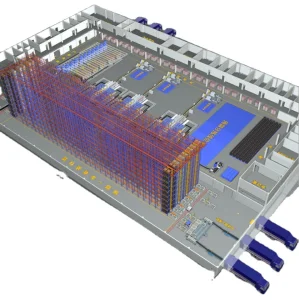
Integrating stacker cranes, automated vertical lifters, shuttle carts, and intelligent WMS software. This transition turns raw storage structures into active, automated fulfillment platforms.
Our paint line applies epoxy powder coatings cured at high temperatures, creating robust resistance to moisture, light impact, and temperature changes. This surface preparation is ideal for cleanrooms and cold storage environments.
A racking failure can cause severe operational disruption and pose significant safety risks. Consequently, every manufacturing batch we produce undergoes rigorous quality checks. Our 56 quality inspectors manage testing protocols at every stage, from raw material procurement to pre-shipment container loading.
Structural validation includes: static load trials, coating adhesion checks, dimensional verification, and salt-spray corrosion tests. By maintaining adherence to CE requirements and FEM 10.2.02 racking codes, our systems deliver consistent reliability in demanding warehouse conditions.



Utilizing high-rise multi-level mezzanine systems and selective pallet racking to manage thousands of active SKUs. Integrated layout designs accommodate narrow-aisle forklifts and conveyor lines, reducing order cycle times.
Our hot-dip galvanized racking profiles provide reliable corrosion protection in sub-zero environments down to -30°C. High-density designs like Drive-in and AS/RS maximize thermal efficiency, lowering energy overheads.
For bulky or irregular items, our cantilever rack installations support high weight capacities. Combined with upright protectors and end-of-aisle safety barriers, these systems safeguard both inventory and floor staff.
Combining heavy-duty bulk storage with accessible display shelving. Quick-assembly retail structures are coated in durable epoxy powder to withstand frequent shopper traffic and pallet hand-truck activity.
We build our upright frames, beams, and structural parts using premium Q235B and Q355B structural steel. This material provides excellent yield strengths, allowing us to build slender profiles that support high static and dynamic loads safely.
Our engineering design team uses advanced structural calculation software to model local seismic loads. We adjust upright profiles, baseplate dimensions, and diagonal bracing layouts to meet the seismic codes of the destination country.
Our quality department performs comprehensive batch testing, covering chemical analysis of raw steel, geometric profile tolerance tests, weld penetration tests, paint dry film thickness (DFT) checks, and static load performance trials.
Yes. The EBILTECH Warehouse Management Software (WMS) is built on open APIs, allowing smooth integration with common ERP systems like SAP, Oracle, and Microsoft Dynamics, helping keep inventory data synchronized.
We recommend automated AS/RS or mobile racking systems for cold storage. They reduce the required footprint per pallet, minimizing the cooled volume and significantly lowering refrigeration utility bills.
Yes. We manufacture a full range of safety accessories, including polyurethane and steel upright protectors, frame barriers, wire mesh panels, steel shelf decks, and pallet back-stop beams.