High-capacity structural components engineered to optimize global warehouse systems.
Unlocking supply chain capacity through high-performance rack designs and material handling optimization.
In the rapidly changing world of international logistics, modern warehouse operations require more than simple storage spaces. Today's facilities must serve as highly dynamic hubs where structural safety, efficiency, and system scalability work together perfectly. As global trade increases, companies need integrated logistics infrastructure that can handle heavier loads, adapt to robotic systems, and meet strict global engineering and safety codes.
To build a resilient supply chain, warehouses must optimize both vertical space and structural safety. Standard, off-the-shelf racking options often fall short when integrated with advanced automated systems. Global businesses need customized steel engineering that addresses the specific challenges of automated material handling, seismic safety, and severe environments. From heavy-duty selective pallet systems to fully automated AS/RS stacker cranes, every storage component must be designed and built to withstand decades of continuous industrial use.
A professional manufacturer specializing in industrial storage systems and warehouse racking solutions.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has grown into a modern manufacturing enterprise with a 26,800 m² production facility. We specialize in designing, manufacturing, and supplying high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide. Equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines, our experienced engineering and production teams deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Our systems include Selective Pallet Racking, Heavy Duty Warehouse Racking, Long Span Shelving, Boltless Shelving, Cantilever Racking, Drive-In Racking, Mezzanine Floor Systems, Mobile Shelving, Steel Storage Shelving, and Customized Industrial Racking Systems.
Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing. Our quality control department consists of 56 professional inspectors.
Our dedicated R&D team includes 48 experienced engineers, launching approximately 96 new products every year to satisfy changing market demands.
Why sourcing industrial steel racking systems from Chinese manufacturers ensures superior value and performance.
We work directly with major Chinese steel plants, securing high-quality Q235B and Q355B structural steel. This guarantees consistent yield strength and load performance across all production batches.
Our automated, continuous roll forming lines shape columns and beams with high precision, maintaining tight dimensional tolerances essential for stable, multi-level rack structures.
Automated robotic welding provides uniform weld penetration at critical joints, such as beam-to-connector welds, reducing the risk of structural failure under heavy loads.
Advanced electrostatic powder coating lines apply a uniform, impact-resistant finish. This protects the steel from corrosion and wear, even in busy industrial settings.
Our modern facility layout and large-scale capacity allow us to manufacture and ship high-volume orders quickly, helping clients keep large projects on schedule.
Our in-house design team creates tailored configurations that fit specific material handling systems, optimizing storage density and workflow efficiency.
Helping enterprise buyers manage supply chain risks and project requirements.
International logistics projects require careful planning to manage complex procurement needs. Global buyers must balance system costs with long-term safety, durability, and operational compliance. Partnering with a manufacturer that understands both production and international logistics standards helps reduce structural risks and ensures smooth project delivery.
Reliable equipment delivery, clear design documentation, and structural testing are essential when importing large industrial steel structures. A reliable supplier must offer complete engineering calculations, seismic analysis (especially for high-risk zones), and verified load capacities. Ebil supports global buyers by providing clear engineering calculations, structural certifications, and organized shipping containers to simplify site installation.
Ensuring local engineering standards and safety codes are met across international regions.
Our engineering team designs structures to comply with major global codes, including Europe's EN/FEM standards and the Rack Manufacturers Institute (RMI) specifications in North America. This compliance helps clients obtain local building approvals.
We customize materials and coatings for challenging site conditions, such as high-humidity environments, coastal facilities, or sub-zero cold-storage areas, preventing early rusting and material degradation.
Ebil provides detailed structural assembly drawings, safety guidelines, and remote engineering consultations. This clear documentation helps local installation crews assemble the racking safely and correctly.
How new technologies shape modern warehousing and logistics configurations.
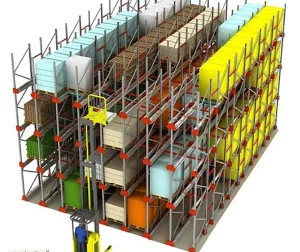
Traditional static shelving is shifting toward dynamic, automated retrieval solutions. Stacker cranes, 4-Way shuttles, and autonomous mobile robots (AMRs) require high structural accuracy. Even small structural shifts can disrupt robotic sensors, making straight columns, level beams, and stable floor connections critical.
With industrial land costs rising, distribution hubs must build upward rather than outward. High-bay racking systems and clad-rack warehouses (where the racking serves as the building frame) maximize vertical volume, requiring high-strength steel grades and advanced structural engineering.
Customized storage engineering across diverse industries and environments.
Racking in cold storage must handle temperatures down to -30°C. Ebil uses low-temperature grade steel and specialized paint finishes that resist cracking and maintain structural load-bearing capacity under constant freezing conditions.
High throughput and diverse product sizes require flexible storage setups. Our longspan shelving, multi-tier mezzanine floors, and picking shelves allow operators to quickly adjust layouts to support fast-changing inventories.
Heavy machinery parts, steel coils, and raw materials demand high weight capacity. Ebil's heavy-duty selective pallet racks and customized tubular racks are engineered with reinforced profiles to store heavy industrial components safely.
A transparent look at our advanced production machinery, structural testing, and assembly lines.



























Technical answers about engineering, logistics compliance, and system implementation.
Our structural racking is engineered to meet major international standards, including Europe's EN/FEM codes and the Rack Manufacturers Institute (RMI) standards in North America. We use high-quality steel (typically Q235B or Q355B) and calculate load capacities based on the structural dynamics of your facility to ensure safety under static and seismic loads.
Yes. We offer full OEM & ODM customization. Our R&D department of 48 engineers develops bespoke configurations, adjusting load capacities, column heights, beam profiles, and overall layouts to fit your building's dimensions and material handling equipment.
Our quality control team of 56 inspectors conducts systematic testing on raw materials and finished components. This includes load bearing testing to verify static and dynamic structural limits, steel hardness testing, dimensional checks with callipers, and salt spray testing to confirm corrosion resistance.
Yes. We supply racking with specialized cold-resistant steel and dynamic finishes designed to maintain strength in sub-zero cold rooms. For high-humidity or coastal environments, we provide hot-dip galvanized or multi-layer powder-coated finishes to prevent rust and surface wear.
Automated shuttles and material handling machinery to streamline modern operations.