Explore our state-of-the-art storage and automated logistics solutions certified to international standards for safety, high loading capacity, and operational efficiency.





Guangdong Ebil Metal Products Co., Ltd. (Ebiltech / Ebilmetal) stands at the forefront of warehouse space optimization and industrial manufacturing.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has developed into a state-of-the-art industrial manufacturing enterprise. Equipped with advanced automated roll forming production lines, high-precision robotic welding arms, CNC processing systems, and fully integrated continuous electrostatic powder-coating lines, Ebil delivers heavy-duty structural stability. Every product undergoes strict load capacity and environmental corrosion tolerance testing, offering robust lifecycle guarantees for distribution hubs, e-commerce storage, and heavy manufacturing lines worldwide.
With an intensive engineering division comprising 48 experienced R&D engineers and 56 dedicated quality control inspectors, the factory rolls out upwards of 96 new structural and automated designs annually. From basic Selective Pallet Racks to highly sophisticated structural mezzanines and automated 4-way shuttle systems governed by customized Warehouse Execution Software (WES), Ebil provides structural reliability and advanced automation integration to optimize supply chain capacity.
A deep dive into our manufacturing processes, testing protocols, and processing equipment that ensure international structural safety compliant with SEMA, RMI, and FEM standards.
























Building the future of logistics via high-density static structures integrated with robotic systems and intelligent software controllers.
The global warehousing industry is undergoing a transition from traditional manual retrieval networks to semi-automated and fully automated intralogistics nodes. High real estate costs and labor shortages force logistics operators to maximize vertical volume rather than horizontal footprint. Ebiltech's R&D path addresses this challenge through a multi-tier product strategy:
Upgrading raw structural profiles using high-tensile cold-rolled steel (yielding up to 355 MPa) and fine-tuning teardrop or box-beam connection nodes for optimal load path distribution. This forms the foundation for reliable safety margins in heavy duty racking.
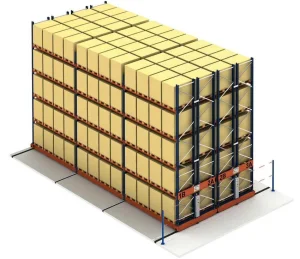
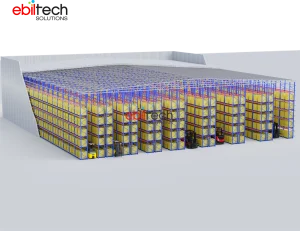
Integrating radio-controlled shuttle carts and heavy-duty electric mobile racking arrays. These systems compress traditional aisles into high-density storage lanes, controlled by wireless operators or PLCs, boosting density by up to 80% compared to selective layouts.
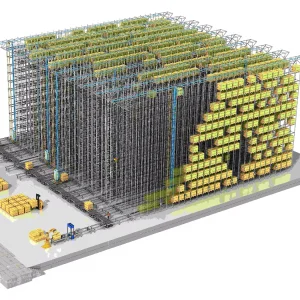
Deploying 4-way intelligent shuttle carriers, trilateral stacker cranes, and vertical conveyor lifts managed by our SGS-certified Warehouse Execution System (WES). The system optimizes pallet pathways in real-time, integrating with existing ERP/WMS databases for seamless operations.
As we transition towards automated warehousing, Ebiltech continues to refine structural design to ensure it meets strict seismic calculations, dynamic load cycles, and safety metrics. This approach provides end-to-end investment protection for distribution facilities worldwide.
From deep freeze cold storage environments to fast-moving e-commerce fulfillment hubs, Ebil customizes structural storage solutions to meet specific industry needs.
Operational costs in sub-zero environments require maximum storage density to optimize cooling efficiency. Ebil provides custom drive-in, shuttle, and mobile rack structures treated with low-temperature powder coatings to prevent structural embrittlement down to -30°C.
Fulfillment centers demand high pick rates and multi-level accessibility. Our custom multi-tier mezzanine floors and heavy-duty attic shelving systems double or triple floor space, providing manual picking zones and conveyors with modular pathways.
Industrial manufacturers dealing with sheet metal, heavy coils, and machinery components require high load ratings. Ebil offers specialized 5-layer motorized vertical cable racks, cantilever racking, and steel sheet metal towers engineered for safe overhead handling.
Procuring racking systems internationally requires adherence to local structural and safety codes. Guangdong Ebil Metal designs and manufactures systems to comply with structural standards, including:
Every batch of raw material and manufactured racking component undergoes detailed physical and mechanical testing in our in-house laboratories.

We test beams and upright frames under loads exceeding nominal ratings. This verifies elastic limits and safety factors before bulk manufacturing begins.

Our laboratory uses automated force sensors to apply point-load, distributed-load, and shear forces, measuring structural deflection under stress.

Ensuring raw hot-rolled and cold-rolled steel coils meet the correct Rockwell/Vickers hardness specs helps prevent structural cracking under tension.
Our quality control workflow spans from raw material reception to container loading. Chemical composition testing validates the carbon, manganese, silicon, and phosphorus ratios of incoming steel shipments. Post-production inspections measure zinc-galvanizing thickness, powder coating adhesion via cross-hatch tests, and dimensional accuracy using coordinate-measuring machines. This thorough QA program helps guarantee that racking components assemble smoothly on-site without field modifications.
Expert technical answers to common queries regarding warehouse design, safety regulations, lead times, and customization options.
Discover our heavy load capacities, automated mobile racking, and space-saving vertical solutions engineered for modern distribution hubs.