Guangdong Ebil Metal Products Co., Ltd. integrates IoT-enabled production lines and AI-driven quality control. Our facility leverages automated roll forming and robotic welding to ensure millimeter-level precision, providing a resilient supply chain for global distributors.
With 12 years of specialized engineering, our storage systems are designed under FEM 10.2.02 and RMI standards. We provide comprehensive load capacity testing and salt spray corrosion reports (ISO 9227) for every batch.
Operating in 60+ countries, we offer localized compliance保障. From seismic-resistant structural design for North America to CE certification for Europe, our racks are engineered for regional safety mandates.
Guangdong Ebil Metal Products Co., Ltd. is a premier manufacturer specializing in industrial storage systems and sophisticated warehouse racking solutions. We don't just sell racks; we engineer high-density storage ecosystems for distribution centers, e-commerce fulfillment hubs, and smart factories worldwide.
Since our establishment in 2017, we have scaled into a modern industrial powerhouse. Our 26,800 m² facility is the heart of our operations, featuring advanced CNC processing and robotic welding systems that allow us to maintain an annual export revenue exceeding US$18 million.
Our commitment to quality is backed by 56 professional inspectors and an R&D team of 48 engineers who launch nearly 100 new products annually. Whether it's Selective Pallet Racking or complex ASRS (Automatic Storage and Retrieval Systems), Ebil delivers Information Gain through engineering excellence.
The next generation of rolling racks will feature RFID sensors and load-cell integration. This allows warehouse managers to monitor real-time weight distribution and structural integrity via a digital twin dashboard, preventing collapses before they occur.
As a sustainable factory, we are transitioning to Green Steel (low carbon) and zero-emission powder coating lines. Our goal is to reduce the carbon footprint of warehouse infrastructure by 30% by 2028 through material optimization.
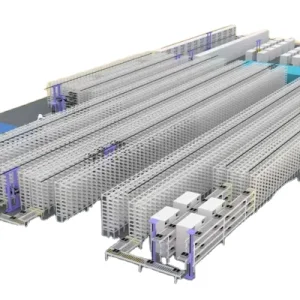
Future systems will prioritize shuttle-to-racking modularity. Our R&D is focusing on "Plug-and-Play" ASRS components that allow warehouses to scale from manual to fully autonomous storage in weeks rather than months.
We solve complex logistics challenges across diverse sectors by applying semantic search principles to user intent—understanding that every industry has unique spatial and safety requirements.
Specialized galvanized and anti-freeze coatings for environments down to -30°C. Optimized for high-density shuttle systems to minimize thermal loss.
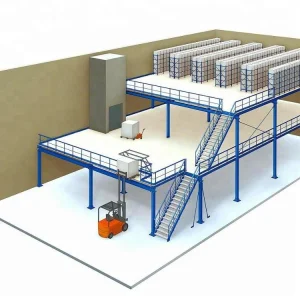
Mezzanine and multi-tier systems designed for high SKU counts and rapid "pick-and-pack" workflows, maximizing vertical cube utilization.
Cantilever and heavy-duty pallet racks with customized load profiles for automotive parts, steel coils, and raw manufacturing materials.











When sourcing industrial racks from China, global procurement officers must look beyond the price tag. At Ebil, we emphasize Total Cost of Ownership (TCO). Our solutions focus on:
We use Q235B or Q355B certified steel with full traceability. Our coatings are non-toxic and impact-resistant.
Customized baseplate and bracing designs for earthquake-prone regions in the Americas and Asia.
Modular designs that fit perfectly into 40' HQ containers to reduce ocean freight costs.