Engineered for structural integrity, high-load capacities, and optimized space utilization across global supply chains.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has developed into a premier modern manufacturing enterprise specializing in high-load, heavy-duty industrial storage racks and automated warehouse systems. Strategically located in China's manufacturing heartland, we operate a state-of-the-art 26,800 m² facility designed to support complex structural demands and heavy-duty product cycles.
With 12 years of industry engineering experience and 8 years of international export excellence, Ebil Metal designs, manufactures, and commissions optimized racking and storage infrastructure across more than 60 countries. We serve Fortune 500 retail chains, multinational third-party logistics (3PL) centers, pharmaceutical cold chains, and high-density industrial manufacturing complexes. Our annual export value exceeds US$18 million, reflecting the deep trust of our global distributor and procurement partners.

Why international procurement managers choose Guangdong Ebil Metal Products Co., Ltd. as their supply chain anchor.
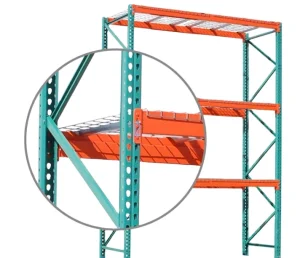
The foundation of structural warehouse integrity is the grade and chemistry of structural steel. China represents the epicenter of global high-grade steel manufacturing. At Ebil Metal, we exclusively source premium certified carbon structural steel, including Q235B and Q355B (equivalent to SS400 and S355JR respectively). This raw material is subjected to strict mechanical checks prior to forming, ensuring superior tensile strength, high yield resistance, and load stability under seismic conditions.
By integrating advanced CNC processing, automated roll forming lines, and robotic welding stations directly within our Guangdong factory, Ebil eliminates standard manual variances. Automated processing ensures every teardrop hole pattern, beam connector hook, and diagonal brace aligns perfectly during site installation.
A transparent look at our specialized production steps, heavy machinery, and quality control stations.























How our dedicated testing laboratory guarantees load-bearing reliability and structural safety.
At Ebil Metal, our QC department comprises 56 professional inspectors who verify the micro and macro parameters of our storage products. Using advanced hydraulic loading tables and specialized testing machinery, we run continuous fatigue and ultimate limit state (ULS) load capacity testing.
All designs are structurally validated using Finite Element Method (FEM) analysis software before moving to mass production. This ensures compliance with global standards, including RMI (Rack Manufacturers Institute) specifications in North America, and FEM 10.2.02 codes across Europe.



| Testing Protocol | Methodology / Device | Target Standard / Metric | Project Significance |
|---|---|---|---|
| Load Bearing Test | Hydraulic Load Cell Press | 1.5x nominal maximum weight capacity | Prevents deflection and collapse under extreme loading |
| Hardness Testing | Vickers / Rockwell Tester | Meets GB/T 700 / ASTM standards | Ensures cold-rolled steel hasn't become overly brittle |
| Coating Adhesion | Cross-hatch cut & pull test | ISO 2409 Class 0/1 | Guarantees paint layer won't chip during forklift contact |
| Salt Spray Corrosion | Salt Fog Chambers (500 Hrs) | ASTM B117 Compliance | Essential for cold storage and high humidity applications |
How the market is transitioning from static shelving to dynamic, automated, and software-integrated storage.
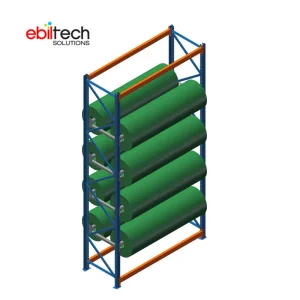
Global supply chain issues, rising labor costs, and land value appreciation are driving demand for vertical footprint density. Traditional selective pallet racking, while remaining a cost-effective standard, is increasingly integrated with semi-automated and fully-automated systems.
Innovations like 2-Way and 4-Way Radio Shuttle Cars, automated AS/RS pallet stacker cranes, and robotic vertical towers are transforming throughput efficiency. Modern systems optimize space utilization up to 80% compared to typical layout configurations.
Ebil Metal’s dedicated R&D group (consisting of 48 design engineers) works at the intersection of structural design and warehouse automation. We supply both custom high-tolerance steel structures and integrated control software (WMS/WCS/WES) with SGS certification.
A reference table for supply chain procurement leads to select the optimal racking layout.
| Racking System Type | Floor Utilization | SKU Selectivity | Ideal Verticals | Handling Equipment Required |
|---|---|---|---|---|
| Selective Pallet Racking | 35% - 40% | 100% (Individual Access) | General Warehousing, 3PL, FMCG | Standard Counterbalance / Reach Truck |
| Drive-In / Drive-Through | 60% - 75% | Low (LIFO / FIFO) | Cold Storage, Food & Beverage | Standard Reach Truck (Drive-in capability) |
| Radio Shuttle System | 70% - 80% | Medium (Batch Selectivity) | Bulk Raw Materials, Logistics Hubs | Forklift + Intelligent Shuttle Runner |
| AS/RS Automated System | 85% - 90% | High (Computer-Controlled) | Pharmaceutical, High-Throughput E-com | Integrated Stacker Crane / Shuttle Robot |
| Multi-Tier Mezzanine Platform | Doubles Floor Space | 100% (Manual Access) | E-commerce Fulfillment, Spare Parts | Hand Pallet Trucks, Conveyors |
Detailed structural and logistic insights addressing key engineering and importing concerns.
Explore our specialized range of high-capacity shuttles, custom storage platforms, and software integrations.