Explore our heavy-duty, certified industrial storage racks optimized for maximum space utilization and structural safety.




A globally trusted manufacturer specializing in advanced industrial storage systems and warehouse racking solutions.
Guangdong Ebil Metal Products Co., Ltd. is a leading, professional manufacturer specializing in high-performance industrial storage systems and warehouse racking solutions. We design, engineer, and supply premium shelving and storage equipment for warehouses, cold chain logistics, distribution hubs, manufacturing plants, retail, and commercial facilities worldwide.
Established in 2017, Ebil has quickly evolved into a modern, smart-manufacturing powerhouse. Our facility spans over 26,800 m² and is equipped with advanced automated roll forming lines, robotic welding stations, high-precision CNC processing centers, and state-of-the-art electrostatic powder coating systems. With over 12 years of industry engineering experience and 8 years of international export operations, we serve supply chain operations in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania.
Our annual export revenue exceeds US$18 million, backed by long-term partnerships with over 980 supply chain entities. By manufacturing in accordance with international safety standards (CE, SGS, RMI, FEM), Ebil ensures that each racking structure delivered offers superior loading safety, structural stability, and maximum spatial optimization.
Every racking system is designed using dynamic structural calculation models to ensure resilience, safety, and compatibility with local seismic requirements.
Integration of radio shuttle cars, automated lifts, AGVs, and intelligent WMS/WCS software for smart, high-density warehousing.
Stringent internal QA utilizing thickness gauges, loading testers, and hardness testing equipment in compliance with global standards.
Precision manufacturing operations featuring automated robotic welding and high-precision roll forming lines.
At Ebil Metal, our manufacturing lines operate under Industry 4.0 principles to balance manufacturing speed, structural precision, and raw material conservation. We procure high-grade certified Q235B and Q355B structural steel coils directly from China's leading state-owned steel mills, ensuring consistent metallurgical properties, high yield points, and excellent weldability.
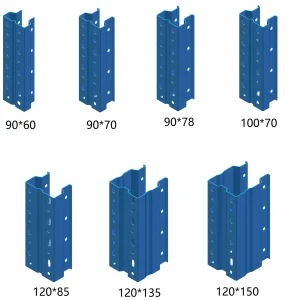
Our continuous cold roll forming mills dynamically profile upright frames with high dimensional accuracy. Computer-controlled punching stations ensure exact pitch spacing, enabling seamless beam adjustment. Upright frame bracing and baseplates are assembled utilizing robotic welding cells to produce consistent, clean fillet welds.



























Ensuring compliance, structural durability, and spatial utilization for large-scale enterprise deployments.
Supported by 48 structural engineers, launching over 96 new system profiles annually. We tailor column sizes, beam configurations, and powder coat properties to fit distinct operational parameters.
Our quality department runs continuous mechanical property tests. All components undergo hardness, vertical load deformation, and paint adhesion tests before dispatch.
All structural designs align with AS4084 (Australia), RMI (United States), and EN15512 (Europe) codes, ensuring compliance with local construction and fire regulations.
Industrial storage systems are not simple iron racks; they represent complex structural engineering configurations that must support thousands of tons of dynamic weight. Our engineering team conducts detailed Finite Element Analysis (FEA) to evaluate localized buckling, second-order structural displacements (P-Delta effects), and beam-to-column connector rigidity. In earthquake-prone areas, we provide heavy-duty baseplates, additional seismic bracing channels, and thickened uprights (featuring Q355B steel with higher yield strength) to ensure the system remains stable under peak ground accelerations.
Providing customized warehouse infrastructure across logistics, manufacturing, retail, and heavy engineering industries.
High-density Drive-In Racks and Radio Shuttle Systems designed for temperatures down to -30°C. Finished with specialized powder coatings to prevent corrosion in high-humidity areas.
Integrated ASRS racking, multi-layer shuttle movers, vertical lifts, and AGVs working together via intelligent WMS/WCS software platforms to minimize labor costs.
Heavy-duty cantilever racks designed to carry steel tubes, profiles, wooden planks, and sheet metal, preventing deflection and simplifying forklift retrieval.
Multi-level structural steel mezzanine platforms and adjustable selective pallet racking that optimize vertical clearances and support fast-paced manual picking.
How Ebil Metal is driving the next generation of smart and sustainable industrial storage systems.
The warehouse racking industry is moving from simple static frames to dynamic, intelligent infrastructure. Our technology roadmap focuses on three main developments:
Explore our heavy-duty cantilever systems, ASRS setups, and warehouse software.
Find answers to common technical, procurement, and structural questions about warehouse racking.









