In the wake of global supply chain disruptions, the industrial world is shifting from "Just-in-Time" to "Just-in-Case" inventory management. This transition has sparked an unprecedented demand for high-density, automated storage systems. Modern factories and distribution centers are no longer just buildings with shelves; they are integrated data-driven hubs where Innovative Racking plays a pivotal role in operational throughput.
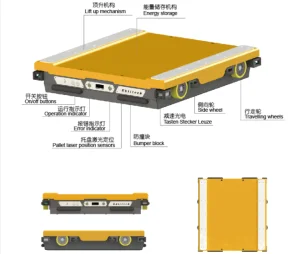
Search and retrieval have evolved. Semantic warehousing—the ability for a system to "understand" the SKU priority and location dynamics—is becoming a reality through AI-integrated racking systems like 4-Way Radio Shuttles. As a leading exporter, we provide the hardware foundation for these digital ecosystems.
Global enterprises are prioritizing green procurement. Our powder-coated steel racking systems are designed for 25+ years of durability, reducing the carbon footprint associated with frequent replacement. The use of corrosion-resistant finishes ensures performance in even the harshest industrial environments.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners. This network ensures that even in volatile markets, our delivery timelines remain stable.
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, and structural designs.
Production Facility
Countries Exported
Senior Engineers
Supply Chain Partners
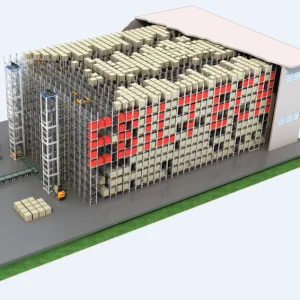
As urban land prices soar, "Going Vertical" is the only solution. AS/RS (Automated Storage and Retrieval Systems) allow for heights exceeding 30 meters, effectively tripling storage capacity without increasing the footprint.
Racking is no longer passive. Modern Radio Shuttle Systems communicate with Warehouse Management Systems (WMS) to provide real-time inventory tracking, reducing human error by up to 99.8%.
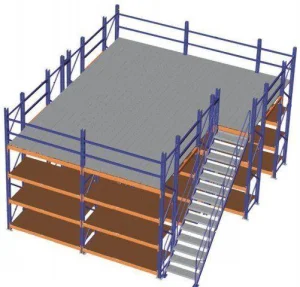
The rise of e-commerce requires racking that can adapt to seasonal shifts. Our Boltless Shelving and Mezzanine Floor Systems offer modular expansion capabilities that can be reconfigured in days, not weeks.
In regions like Norway or Canada, our galvanized racking withstands temperatures down to -30°C. Radio Shuttle Systems are particularly effective here, as they minimize the need for human personnel to work in freezing environments.
In crowded cities like Singapore or Bangkok, Multi-level Mezzanines provide the office and storage space necessary for rapid last-mile delivery centers.
The precision storage of heavy-duty sheet racks and drawer racks allows automotive manufacturers to store specialized molds and steel sheets with easy "roll-out" access.












Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing. Our QC department consists of 56 professional inspectors, ensuring international standard compliance.