In the rapidly transforming landscape of global logistics, integrated storage solutions have evolved from simple "shelving units" to complex, data-driven ecosystems. As the world moves toward Industry 4.0, the demand for OEM/ODM partners who can provide more than just steel—but strategic spatial intelligence—has reached an all-time high. Guangdong Ebil Metal Products Co., Ltd. stands at the forefront of this revolution, bridging the gap between traditional manufacturing and the next generation of automated warehousing.
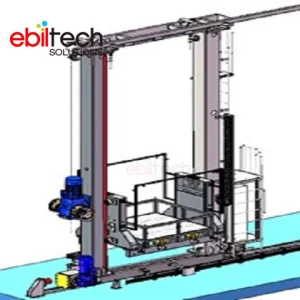
The modern supply chain is no longer just about storage; it's about velocity. Whether it is e-commerce giants requiring rapid fulfillment or heavy industrial manufacturers managing massive spare parts inventories, the integration of AS/RS (Automated Storage and Retrieval Systems), IoT-enabled tracking, and high-density racking is the new baseline for global competitiveness.
The global automated storage market is projected to grow at a CAGR of 8% through 2030. Companies are shifting from manual labor to stacker cranes and radio shuttle systems to eliminate human error and maximize 24/7 operational capacity.
Post-pandemic procurement strategies have shifted from "Just-in-Time" to "Just-in-Case." This requires scalable, modular racking systems that can expand as buffer stocks increase, without the need for additional real estate footprint.
Modern engineering allows for higher load-bearing capacities using less raw material. Our Q235B high-grade steel is processed through precision cold-rolling to ensure maximum durability with a reduced carbon footprint.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
The "China Factory 4.0" model is about the synergy between raw material access, robotic precision, and logistical proximity. At Ebil Metal, our manufacturing process is a testament to this efficiency. We leverage automated welding robots and plasma cutting machines to ensure tolerances within millimeters, providing a level of structural integrity that manual fabrication simply cannot match.












Our R&D team includes 48 experienced engineers, launching approximately 96 new products annually. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, and structural designs.



In regions like Northern Europe or North America, our drive-in racking is optimized for high-density storage in refrigerated environments down to -30°C, maximizing thermal efficiency and reducing energy costs.
For high-turnover hubs in Southeast Asia, our Long Span Shelving and Mezzanine systems allow for rapid manual picking and seamless integration with conveyor belts, increasing SKU accessibility by 40%.
Across the Middle East and Oceania, our cantilever and cable reel racks provide the necessary durability to store oversized equipment, piping, and wiring under harsh environmental conditions with specialized corrosion protection.