Explore our high-performance engineering configurations designed for maximum volume utilization and operational throughput.



The global logistics landscape is undergoing an unprecedented structural transformation. Driven by soaring industrial land valuations, localized labor shortages, and the explosive expansion of multi-channel e-commerce operations, traditional low-density static storage systems are quickly becoming obsolete bottlenecks. Modern business continuity relies heavily on Storage Efficiency—a multidimensional metric that optimizes volumetric utilization (vertical and horizontal footprint), structural reliability under high dynamic loads, and pick-and-pack throughput cycle times.
As a leading custom OEM/ODM Storage Efficiency Manufacturer, Guangdong Ebil Metal Products Co., Ltd. builds solutions that go far beyond standard steel shelves. We design and manufacture highly integrated structural frameworks that serve as the foundational backbone for semi-automated and fully automated intralogistics ecosystems. From customized cold-formed pallet racking configurations to dynamic multi-shuttle structures, our engineering designs ensure that modern supply chains scale up without expanding outward.
"Simply buying more warehouse space is no longer a viable business strategy. The modern answer lies in optimizing vertical clearance and implementing autonomous, high-density storage technologies. True efficiency is measured by the dynamic relationship between storage density, mechanical load capacity, and system safety."
— Guangdong Ebil Engineering Division
Adapting to the future of high-density storage engineering and smart facility design.
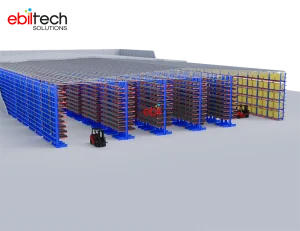
The transition from manual forklift operations to Automated Storage and Retrieval Systems (ASRS). Integrating stacker cranes and 4-way pallet shuttles demands tight tolerances in steel manufacturing, perfectly aligned guide rails, and high structural stability to handle rapid acceleration forces.
By maximizing vertical space, companies can shrink the ecological footprint of their physical facilities. Optimized configurations require less thermal energy for cooling and heating (especially in energy-intensive cold chain warehouses), directly cutting operational overhead.
Industrial storage facilities must stand up to seismic activity, environmental wear, and accidental forklift impacts. Modern manufacturing uses high-tensile steel, advanced electrostatic powder coatings, and heavy-duty structural designs to keep workers safe and products secure.
Guangdong Ebil Metal Products Co., Ltd. sits at the heart of China’s high-end industrial manufacturing region. From our state-of-the-art 26,800 m² factory, we integrate China’s advanced Industrial 4.0 principles to balance fast output with premium product quality.
By pairing automated roll forming lines with robotic welding systems, CNC machining equipment, and complete eco-friendly powder coating lines, we maintain absolute control over every stage of production. This vertically integrated manufacturing model shields our global partners from market volatility, offering shorter lead times, steady material sourcing, and highly custom fabrication capabilities that traditional contract manufacturers simply cannot match.
Backed by over 12 years of industry experience and 8 years of export experience, Ebil has generated over US$18 million in annual export revenue. Our deep network of more than 980 supply chain partners ensures we can reliably source premium raw materials and deliver custom orders on schedule, even during tight shipping windows.
Key technical benchmarks for sourcing high-durability warehousing systems.
Industrial storage solutions must meet international load standards (such as EN, RMI, and FEM codes). Before shipping, our quality control team tests load capacities, dimensions, coating adhesion, and corrosion resistance (using salt spray tests) to ensure safe performance under real-world conditions.
Every facility has a unique structural layout. Our R&D team of 48 experienced engineers creates custom storage systems tailored to your specific aisle widths, vertical clearance, load distribution, and material handling gear. We roll out roughly 96 new structural product designs every year.
Consistency is essential for multi-level warehouse safety. Ebil relies on a dedicated team of 56 professional inspectors who monitor everything from raw steel inspection to robotic weld verification and paint thickness, ensuring your racking holds up over decades of heavy service.
Our designs are optimized to perform in diverse operating environments—whether that means using specialized anti-corrosion finishes in high-humidity zones, utilizing high-grade steel for sub-zero cold storage facilities, or engineering extra structural strength for active seismic zones.
A transparent look inside our manufacturing processes, testing protocols, and advanced production machinery.



























How we tailor structural systems to solve operational challenges in major sectors.
Cold rooms have extremely high utility costs, making volumetric density critical. We customize structural drive-in, shuttle, and mobile pallet racks using specialized steels and low-temperature finishes that resist thermal contraction and moisture corrosion.
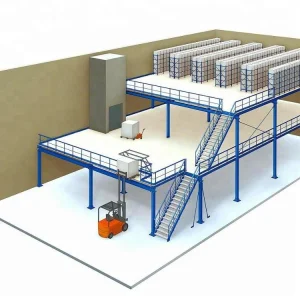
E-commerce demands fast picking cycles. We design multi-level mezzanine systems, integrated carton flow shelving, and dynamic rack architectures to help sorting centers process thousands of small, diverse orders efficiently.
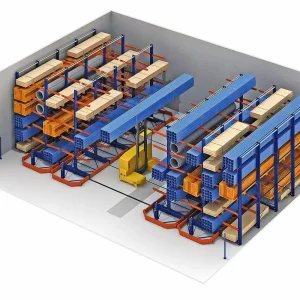
Heavy parts and raw materials require exceptionally strong systems. We manufacture heavy-duty roll-formed pallet racks, structural steel cantilever units, and electric telescopic racking engineered to safely handle heavy loads.
Clear, direct answers to technical questions about industrial racking systems, compliance, and custom design options.
High-capacity systems designed for durable, long-term inventory storage.