Direct from Ebil Metal: High-performance automated systems and heavy-duty storage engineered to scale modern fulfillment pipelines.







The global e-commerce landscape is undergoing an unprecedented structural transition. Modern supply chains no longer rely on static storage models; they demand active, high-throughput fulfillment ecosystems that can adapt dynamically to fluctuating customer demands, SKU proliferation, and rapid delivery windows.
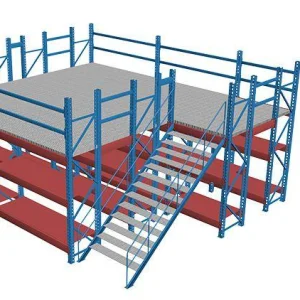
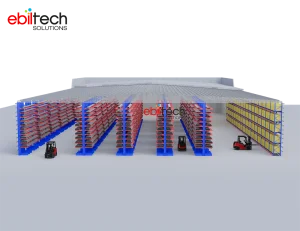
As micro-fulfillment centers expand across major economic hubs, the need for dense, high-capacity, and safe storage systems has skyrocketed. Warehouses are maximizing vertical space, utilizing advanced automation solutions to optimize floor footprint, and turning towards multi-tier structures and autonomous retrieval technology to bypass labor constraints and mitigate rising real estate overheads.
Global procurement teams face complex challenges when choosing storage solutions. Compliance with strict standards like CE, ANSI, and FEM is critical. Procurement directors look for partners offering high-quality manufacturing along with robust structural engineering and stress verification reports.
Additionally, modern supply chain management requires seamless integration between raw metal structural systems and advanced software networks (WMS/WCS). Suppliers must deliver customizable, modular structures that can scale over time. This adaptability allows systems to support manual selective racking initially and later upgrade to semi-automated shuttle systems or fully autonomous robotic grids without requiring complete rebuilds.
A trusted manufacturer specializing in industrial storage systems and warehouse racking solutions for global distribution hubs.
Established in 2017, Ebil has grown into a modern manufacturing enterprise equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and state-of-the-art powder coating production lines. Our experienced engineering and production teams deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our solutions ensure safety, quality compliance, and spatial optimization across industrial warehouse spaces.
Our Quality Control department consists of 56 professional inspectors, ensuring every project meets strict international requirements through rigorous testing processes, including:
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers who develop customized solutions for diverse industrial sectors. We launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Today, Ebil serves a wide range of customers, including:
Combining automated machinery and real-time quality control to build long-term supply chain resilience.
Our facility features continuous automated roll forming and robotic welding lines. This automation ensures precision, clean welds, and minimal structural deviations across large production volumes.
Equipped with modern CNC cutting and stamping systems, our production line processes raw steel profiles with high accuracy, ensuring reliable alignment and simple onsite installation.
We operate automated multi-stage powder coating lines. This process delivers strong paint adhesion, impact resistance, and corrosion protection suitable for harsh industrial environments.
Modern warehouse design must account for local environmental factors, architectural regulations, and specific operational needs. Our engineering team designs storage systems tailored to these local challenges:
Whether you are setting up a distribution hub in North America, upgrading a cold chain facility in Northern Europe, or developing a fast-fulfillment center in Southeast Asia, our customized rack systems are engineered to optimize space, improve warehouse throughput, and ensure long-term operational safety.
A look at our manufacturing processes, testing procedures, and advanced machinery.



























Key information regarding load capacity, custom structural design, and international regulatory compliance for global storage projects.
Explore our specialized industrial rack components and automated logistics solutions.