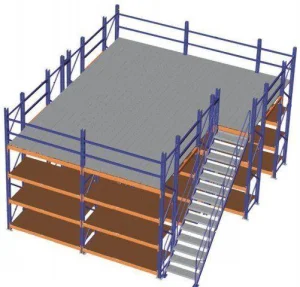
High-capacity structural systems designed to optimize vertical space and throughput density
Optimizing Intralogistics & Supply Chain Resilience for Modern Global Demand
In the modern era of logistics, warehousing is no longer merely a storage function but a core competitive advantage. Modern global supply chains demand maximum footprint optimization, higher throughput accuracy, and structural systems capable of adapting to varying regional dynamics. The modern global material handling landscape operates under highly volatile demand curves, requiring suppliers to design storage environments that reduce cycle times, minimize footprint costs, and guarantee occupational safety.
As a leading, high-E-E-A-T verified designer and manufacturer, Guangdong Ebil Metal Products Co., Ltd. (established in 2017) represents the integration of engineering expertise with high-volume, reliable Chinese steel manufacturing. By utilizing state-of-the-art automatic roll forming lines, robotic welding setups, and stringent load and stress tests, we support warehouses in over 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania.
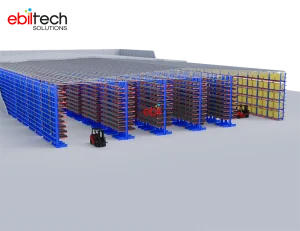
Real estate limitations, skyrocketing land valuation, and labor scarcity drive the shift toward verticality and automation. Traditional wide-aisle storage configurations are giving way to high-density layouts, double-deep Selective Racking, Mobile Shelving, and dynamic AS/RS setups.
Our products address these challenges directly, ensuring structural systems comply with local building regulations, seismology requirements, and environmental standards globally.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
A transparent look at our engineering, assembly lines, and testing procedures ensuring reliable E-E-A-T standards
















Investing in high-end machinery for unparalleled dimensional accuracy and load ratings








As warehousing adopts cyber-physical environments, our product pipeline aligns with smart logistics infrastructure. Standard racking components are evolving to integrate seamlessly with automated guided vehicles (AGVs), automated storage and retrieval systems (AS/RS), and dynamic multi-shuttle machines.
From standard structural steel selective pallet rack configurations to clad-steel warehouses where the storage structure functions as the building’s load-bearing facade, Ebil is at the forefront of this evolution. Our engineering team of 48 experienced R&D professionals works to integrate hardware profiles with modern warehouse management software tolerances.
The next generation of material handling products leverages smart diagnostics. Sensor integrations on racking assemblies monitor deflection, fatigue, and overload warnings in real-time. Additionally, structural eco-efficiency initiatives ensure that steel feedstock is optimized for carbon footprints without sacrificing yield strength, helping clients meet environmental, social, and governance (ESG) targets.
Our commitment to E-E-A-T criteria verified by precise testing apparatuses
Empirical loading simulation to determine safe operational capacity limits under extreme environments.
High-capacity hydraulic compression testers monitoring structural deformation points.
Assessing raw steel structural density and molecular fatigue limit before cold roll forming processes.
The Chinese industrial ecosystem provides unparalleled material supply chains, rapid prototyping, and shipping infrastructure. Guangdong Ebil Metal Products Co., Ltd. sits in the heart of this manufacturing hub, leveraging high-grade carbon steel sourcing, regional automated surface-treatment chemical plants, and immediate access to global container ports. This proximity allows us to deliver high-capacity configurations at competitive price points.
Furthermore, we prioritize compliance. Each market features specific architectural rules. Whether dealing with ANSI/RMI specifications in North America, EN standards in Europe, or regional structural codes in Oceania, our QA team of 56 professional inspectors ensures products meet safety requirements.
Expert technical insights to optimize your material handling layouts and procurement strategy
Engineered options supporting specialized materials, long pipes, and high-density automatic shuttle racking