A Comprehensive Technical Whitepaper on Modern Warehouse Optimization
In the era of rising land costs, vertical space utilization is no longer optional. Modern durable storage systems must support dynamic loads while maintaining structural integrity for decades. We integrate FEA (Finite Element Analysis) to ensure every upright and beam exceeds safety factors.
Safety is the bedrock of industrial logistics. Our CE Certified systems undergo rigorous testing for seismic resilience, coating adhesion, and load-bearing capacity. Compliance with FEM 10.2.02 and RMI standards ensures global interoperability and operator safety.
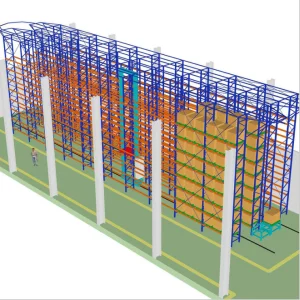
The transition from static shelving to AS/RS (Automated Storage and Retrieval Systems) represents a 400% increase in throughput. By combining robotic shuttles with intelligent WMS software, we bridge the gap between physical hardware and digital efficiency.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
Years Industry Experience
Countries Served
Annual Export Revenue
Supply Chain Partners
From Raw Material to Finished Intelligent Systems












Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment.


Why Enterprises Choose China's Leading Storage Supply Chain
We provide localized technical support and installation guidance across North America, Europe, and Southeast Asia. Our products are engineered to meet local building codes, including seismic requirements in earthquake-prone regions and strict fire safety regulations for high-bay warehouses.
Located in the heart of China's industrial hub, Ebil Metal leverages a vertically integrated supply chain. This ensures immediate access to high-grade Q235B and Q355B steel, lower manufacturing overheads, and efficient shipping through major international ports, providing a 20-30% cost advantage over local manufacturers.
The industry is moving towards Sustainability and Green Logistics. We are implementing powder coating technologies that reduce VOC emissions and designing racking systems with 100% recyclable steel. Digital Twins and IoT-enabled racks are also becoming standard for real-time inventory tracking.
Investing in Precision for Long-Term Durability












Expert Insights into Industrial Storage Procurement