The global industrial landscape is undergoing a seismic shift from traditional warehousing to Intelligent Logistics 4.0. As supply chains become more volatile, the demand for CE-certified industrial equipment has transcended mere compliance—it is now the bedrock of operational resilience and workforce safety. Guangdong Ebil Metal Products Co., Ltd. stands at the forefront of this evolution, engineering systems that integrate structural integrity with digital intelligence.
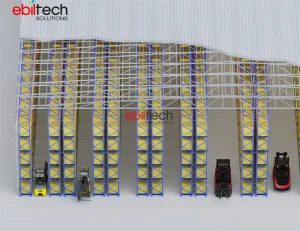
With the e-commerce sector projected to grow by 15% CAGR through 2028, warehouse density is the primary KPI for modern enterprises. Our ASRS (Automated Storage and Retrieval Systems) provide a 400% increase in storage capacity compared to manual racking.
CE Certification isn't just a badge; it's a rigorous engineering standard. Our Q235B high-grade steel structures are tested for seismic stability and load-bearing fatigue, ensuring zero-incident environments for Fortune 500 logistics hubs.
Green logistics is no longer optional. Our powder coating lines utilize eco-friendly materials, and our automated systems reduce warehouse energy consumption by optimizing light and heat requirements through "dark warehouse" capabilities.
As a premier manufacturer specializing in industrial storage systems, Guangdong Ebil Metal Products Co., Ltd. operates a massive 26,800 m² state-of-the-art production facility. Our infrastructure is powered by advanced automatic roll forming lines, robotic welding precision, and CNC processing that guarantees a micron-level tolerance for every beam and upright.
With over 12 years of deep-rooted industry expertise and 8 years of global export dominance, we have successfully deployed solutions in over 60 countries. Our annual export volume exceeds US$18 million, a testament to our reliability as a Tier-1 supply chain partner for over 980 global enterprises.
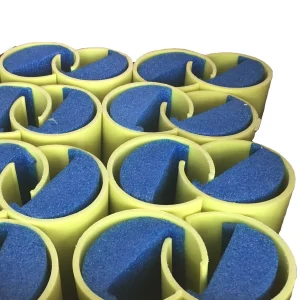
Optimization of Q235B and Q355 steel alloys for maximum height-to-weight ratios. Implementation of CE-certified HDPE column protectors to eliminate structural degradation from forklift impact.
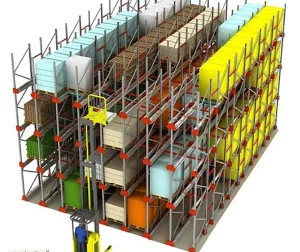
Expansion of Radio Shuttle Racking and Electric Mobile Shelving. Integration of WCS (Warehouse Control Systems) with existing ERPs to reduce human error in pallet retrieval by 99%.
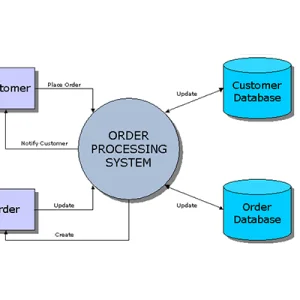
Deployment of AI-Intelligent Warehouse Software (OPS) for predictive slotting. Utilization of swarm-intelligence stacker cranes and mini-load systems that self-optimize based on real-time order velocity.
Our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) is reflected in our 20-step quality control protocol. From raw material spectrum analysis to final salt spray corrosion testing, every component is tracked via a digital twin for full traceability.












Mini-load ASRS and high-speed sortation systems designed for high-frequency picking and rapid SKU turnover.
Corrosion-resistant powder coatings and high-density mobile racking optimized for airflow in temperatures as low as -30°C.
Telescopic cantilever racks and customized heavy-duty pallet systems capable of handling 5,000kg+ per level.