In the era of "Industry 4.0," the traditional concept of warehousing has undergone a seismic shift. As a premier Custom OEM Space Management Manufacturer & Exporter, Guangdong Ebil Metal Products Co., Ltd. recognizes that space is no longer just a physical dimension; it is a strategic asset. Global enterprises are facing unprecedented pressure from rising real estate costs and the explosive growth of e-commerce, necessitating a move from static storage to intelligent, dynamic, and vertically-optimized ecosystems.
Modern space management now integrates Information Gain through data-driven logistics. By leveraging advanced robotics, such as 4D Shuttles and automated retrieval systems, we provide enterprises with the "Information Increment" required to outpace competitors. This white paper explores the technical roadmap, global procurement demands, and the rigorous standards that define the future of industrial storage.
Production Facility
Industry Experience
Countries Served
Annual Export
Enterprises in land-scarce regions like Europe and Southeast Asia are demanding high-bay systems that maximize every cubic meter of available headroom.
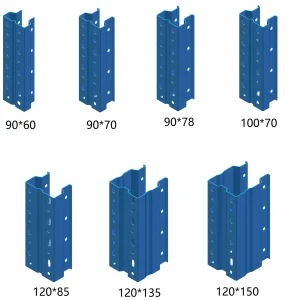
The "one size fits all" approach is dead. OEM capabilities allow for tailored load capacities (1000kg to 5000kg+) and bespoke dimensions.
Transitioning from manual racks to semi-automated radio shuttles is the current mid-market trend for optimizing labor costs.
The future of space management lies at the intersection of structural engineering and digital intelligence. Our technical roadmap focuses on three core pillars:
Specialized pallet racking designed for high-density storage in refrigerated environments, ensuring structural stability despite temperature fluctuations.
Multi-tier mezzanine floors and longspan shelving systems designed for high-frequency picking and rapid inventory turnover.
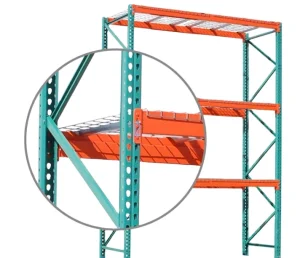
Heavy-duty cantilever racks and AS/RS systems for steel, automotive components, and large-scale manufacturing raw materials.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
























Navigating international regulations is critical for global exporters. Ebil ensures that all space management systems comply with regional standards including FEM (Europe), RMI (USA), and AS4084 (Australia). Our testing procedures include:

Utilizing high-precision testers to ensure each beam level exceeds the rated capacity by a safety factor of 1.5x.

Simulating seismic activity and long-term fatigue to guarantee reliability in high-traffic logistics hubs.

Testing the HRC and tensile strength of our steel to ensure it meets the Q235B/Q345B industrial grade specifications.