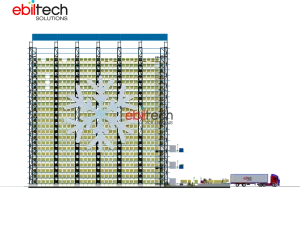
In the contemporary era of globalized trade, logistical efficiency is no longer just a functional requirement; it is a strategic differentiator. As supply chains face unprecedented volatility, the demand for high-density, automated, and intelligent storage systems has skyrocketed. Global enterprises are transitioning from traditional manual warehousing to Automated Storage and Retrieval Systems (ASRS) to optimize floor space, reduce labor costs, and achieve 99.9% inventory accuracy.
The global logistics automation market is projected to reach $100 billion by 2030. Companies in North America and Europe are prioritizing 4D shuttle technology and AI-driven warehouse management systems (WMS) to combat rising land prices and labor shortages.
Manufacturing sectors—ranging from automotive to cold chain pharmaceuticals—require specialized racking that can withstand extreme environments, such as -30°C freezer storage or high-load vertical metal sheet management.
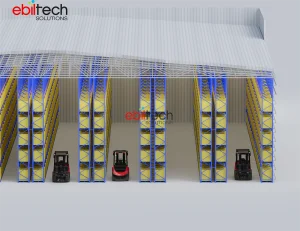
Integration of IoT and autonomous robots into the racking structure allows for real-time tracking and predictive maintenance, ensuring that the warehouse operates as a living, breathing digital organism.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
 Raw Materials Selection
Raw Materials Selection Cold Roll Forming Processing
Cold Roll Forming Processing Surface Treatment Processing
Surface Treatment Processing Automatic Equipment Assembly
Automatic Equipment Assembly High-Precision Bending
High-Precision Bending Robotic Welding Systems
Robotic Welding Systems Sand-blasting Machine
Sand-blasting Machine Automatic Painting Line
Automatic Painting Line Load Bearing Test Center
Load Bearing Test Center
Load Bearing Tester

Hardness Tester

Column Production Line
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Using CAD and 3D simulation software, we model your warehouse flow before a single piece of steel is cut. This ensures maximum volumetric efficiency and safety compliance (FEM/SEMA standards).
We source premium Q235B and Q355B steel. Our galvanized finishes are tested for 500+ hours in salt spray chambers to guarantee longevity in humid or corrosive environments.
Our logistical efficiency factory in China leverages the world-class Pearl River Delta ecosystem, ensuring shorter lead times and competitive pricing without compromising quality.
Ebil serves a wide range of customers, including warehouse operators, logistics companies, wholesalers, distributors, retailers, manufacturers, engineering contractors, and e-commerce fulfillment centers. Our systems are optimized for:
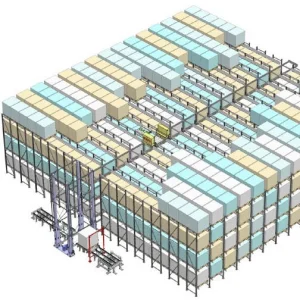
High-density picking modules and mezzanine floors that double the usable space for small-item handling and rapid turnover.
Specialized powder coatings and steel grades designed to maintain structural integrity in sub-zero temperatures (-30°C to -40°C).
Cantilever racks for long materials and specialized sheet metal racks for safe vertical storage of heavy steel plates.
As a trusted warehouse racking manufacturer in China, Guangdong Ebil Metal Products Co., Ltd. continues to help global customers maximize storage efficiency, improve warehouse productivity, and build long-term business partnerships through innovative storage systems and professional manufacturing expertise.