Explore our top-tier vertical storage and industrial racking configurations engineered for structural efficiency, robust loading capabilities, and flawless workflow optimization.




In modern industrial logistics, optimizing volumetric space is no longer just an option—it is a critical economic imperative.
Traditional horizontal warehouses consume immense physical floor space. Transitioning to vertical storage allows facilities to utilize up to 85% more height, significantly reducing overhead per pallet location and increasing footprint capitalization.
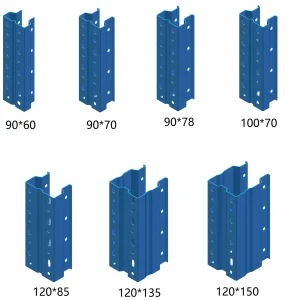
Operating vertically demands strict structural tolerances. Using high-yield Q235B and Q355 structural steel grades combined with automated cold roll forming guarantees high load limits exceed 1000kg to 4000kg per level safely.
Vertical systems act as high-elevation structures. Ensuring compatibility with strict seismic parameters, wind load requirements, and international warehouse standards keeps automated machines and human workers completely protected.
As global supply chains shift toward rapid order fulfillment, inventory density has emerged as a top operational metric. Standard flat warehouses waste precious headroom, leading to higher energy, cooling, and maintenance expenditures. By utilizing industrial heavy-duty racking solutions like Selective Pallet Racking, Drive-In Systems, and Automated Storage & Retrieval Systems (AS/RS), enterprises can consolidate operations, optimize picker productivity, and future-proof their logistics footprint.
Moreover, modern vertical storage systems are designed with precise structural modularity. This modular approach allows for rapid scaling, enabling companies to start with simple selective racking and gradually integrate radio shuttles or automated cranes without dismantling their core infrastructure. The result is a highly adaptable facility that can adjust to fluctuating storage profiles and inventory velocities with minimal capital friction.
A Premier Industrial OEM/ODM Racking & Automation Factory Rooted in China, Serving Over 60 Countries Globally.
Guangdong Ebil Metal Products Co., Ltd. is a leading manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply premium shelving and storage equipment for warehouses, distribution centers, industrial manufacturing plants, commercial retail operations, cold storage networks, and third-party logistics (3PL) providers worldwide.
Operating a state-of-the-art 26,800 m² production facility, Ebil is equipped with automated roll forming lines, high-precision robotic welding arms, CNC processing systems, and continuous electrostatic powder coating processing systems. Our production and structural engineering teams allow us to deliver durable, cost-competitive storage products complying with major international standards.
With 12 years of industry experience and 8 years of dedicated export experience, Ebil has successfully implemented storage installations in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. We maintain robust systems ensuring that structural integrity, corrosion resistance, and load capacity safety margins conform with global standards.
Our engineered solutions are customized for varied load types, inventory profiles, and automated material handling configurations. Our core product portfolio features:
Precision execution at every step, utilizing high-grade machinery and robotic assemblies to construct heavy-duty racking systems designed to endure harsh industrial environments.
























Ebil's dedicated quality assurance lab utilizes specialized instrumentation to execute strict load, hardness, and durability stress tests, ensuring zero field failures.



Our quality control department consists of 56 professional inspectors who track raw material specifications from the moment steel coils enter our plant. Each production run is cataloged and undergoes extensive quality assurance checks:
How our industrial regional advantages translate to direct cost savings, engineering flexibility, and structural speed for global B2B procurement officers.
Sourcing your industrial vertical storage solutions directly from Guangdong Ebil Metal Products Co., Ltd. presents clear strategic advantages. China’s advanced steel manufacturing ecosystem provides immediate access to high-grade, domestic steel, securing stable material costs even during periods of global supply volatility. This steel is alloyed with precise carbon and manganese ratios to yield excellent tensile properties compared to scrap-recycled metals.
Furthermore, Guangdong's logistics clusters allow for streamlined shipping container loading and transport to ports like Shenzhen and Guangzhou within hours. This cuts intermediate handling fees, reduces domestic transit delay risks, and speeds up international freight bookings. Ebil integrates directly with key component suppliers, including automated motor brands, structural fastener factories, and surface treatment chemical companies, creating a highly responsive OEM/ODM ecosystem.
By bypassing retail distributors, B2B buyers can optimize engineering budgets. The savings realized from factory-direct pricing can be allocated to automation components, like radio shuttles, forklift safety systems, or fire sprinkler pathways, maximizing returns on your material handling investments.
Ensuring compliance with localized safety building regulations, load limit definitions, and seismic design rules across global jurisdictions.
Our engineering team develops selective teardrop upright systems in accordance with the Rack Manufacturers Institute (RMI) guidelines and ANSI MH16.1 specifications, facilitating seamless integrations with existing warehouse layouts in the US and Canada.
To serve the European market, we conform to FEM 10.2.02 and EN 15512 specifications. This ensures correct safety margins, deflection tolerances under variable load, and clear CE certification compliance.
For customers in Oceania, we configure our vertical racking arrays to meet the structural criteria of AS4084-2012. We verify load limit charts, post-deflection limits, and baseplate dimensions to ensure compliant installations.
In addition to structural design, Ebil provides localization support, including comprehensive 3D CAD modeling, finite element analysis (FEA) structural stress simulation reports, detailed packaging lists to prevent transit damage, and digital on-site installation manuals with video tutorials. We work with engineering firms to secure municipal building permits for storage racking structures, helping clients streamline their project timelines.
Tailored configurations optimized to address specific operational and storage challenges across diverse B2B environments.
Sub-zero logistics require high-density storage configurations to optimize refrigeration space. Our corrosion-resistant radio shuttle racking structures and custom Dexion cool-room racks prevent condensation buildup, operating down to -30°C without structural fatigue.
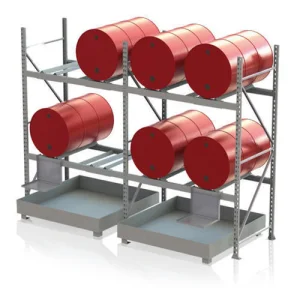
Raw steel tubes, pipes, sheets, and heavy-duty stamping dies require specialized storage. Ebil designs long material honeycomb racks and heavy-duty structural steel platforms to handle high, concentrated weights, avoiding system sag or structural failure.
High SKU counts and rapid order fulfillment cycles require clean inventory access. Multi-tier mezzanines, garret steel structures, and automated box-picking systems enable pickers to operate quickly, utilizing vertical space while minimizing travel times.
Select from our customizable product offerings, from standard heavy-duty selective storage components to automated robotic multi-shuttles.




Direct technical answers to the most common questions raised by procurement managers, warehouse architects, and engineers.