Decoding the future of intralogistics through structural engineering and digital integration.
As urbanization accelerates, land costs for warehouses have spiked by 35% globally. Optimized storage manufacturers are now pivoting toward Vertical Expansion—utilizing mezzanine floors and high-bay racking to maximize volumetric efficiency without increasing the physical footprint.
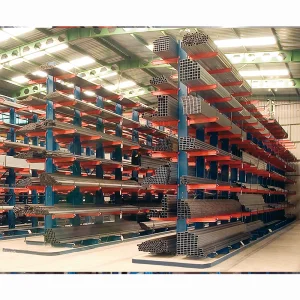
The explosion of e-commerce has led to a massive increase in SKU diversity. Modern racking systems must offer "High Selectivity." Our Selective Pallet Racking systems are designed for 100% accessibility, ensuring rapid picking cycles essential for same-day delivery models.
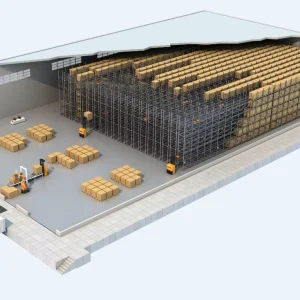
In temperature-controlled environments, every cubic meter of cooled air is a significant cost. Drive-In Racking and 4-Way Shuttle Systems provide ultra-high density, reducing energy consumption by minimizing the volume of air that needs to be refrigerated.
A Global Leader in Professional Industrial Storage & Smart Automation
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines.
Transitioning from Static Steel to Intelligent Robotics
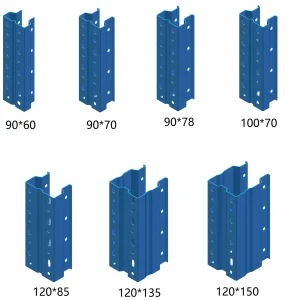
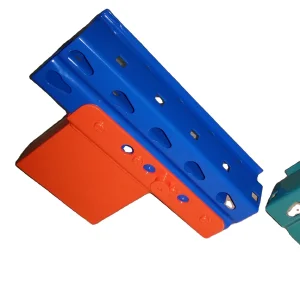
Focus on Q235B and Q355B high-grade steel utilization. Implementation of FEM (Finite Element Method) analysis to simulate seismic loads and structural stress, ensuring zero-failure rates in heavy-duty environments (1000KG+ per pallet).
Integration of Radio Shuttle technology. By removing forklifts from the aisles, we increase safety and throughput by 40%. This is the "Gold Standard" for modern FMCG distribution centers.
The future lies in EBILTECH Four-Way Shuttle Carriers. Fully autonomous robots controlled by WMS/WCS software that optimize their own paths using machine learning, allowing for lights-out warehousing operations.
Navigating international regulations is a core competency of a top-tier exporter. Guangdong Ebil ensures all systems meet regional safety standards:
North America: Compliance with RMI (Rack Manufacturers Institute) standards and seismic requirements for the West Coast.
Europe: CE Certification and adherence to EN 15512:2009 for steel static storage systems.
Oceania: Meeting AS4084-2012 standards for steel storage racking in Australia and New Zealand.
Our localized support includes on-site installation supervision, 3D warehouse layout CAD design, and load-bearing certification provided by our 56-member QC department. We don't just ship steel; we deliver compliant engineering solutions.
Step inside our 26,800 m² state-of-the-art facility













Insights from our senior engineering team