The global logistics and supply chain sector is undergoing a seismic shift toward Intelligent Automation. In an era defined by rapid e-commerce expansion and rising labor costs, "Automated Inventory Systems" have transitioned from a luxury to a critical operational requirement for factories and exporters. According to recent market analysis, the automated warehouse market is expected to grow at a CAGR of over 14%, driven by the need for 24/7 productivity and 99.9% accuracy.
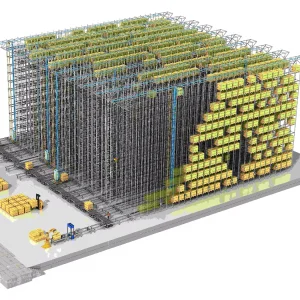
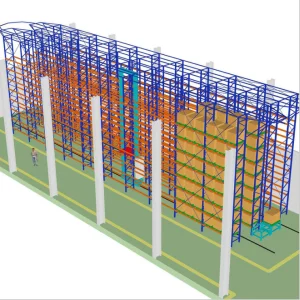
For modern enterprises, an automated inventory system is more than just hardware; it is a synchronized ecosystem of AS/RS (Automated Storage and Retrieval Systems), RGV (Rail Guided Vehicles), and sophisticated WMS (Warehouse Management Software). These systems eliminate human error, maximize vertical space utilization by up to 400%, and provide real-time data visibility—a concept known as the "Information Gain" in modern SEO and business strategy. By integrating these systems, companies gain a decisive competitive advantage in global trade.
Automated systems are vital for sub-zero environments where human labor is restricted. Our corrosion-resistant racking and specialized stacker cranes operate seamlessly at -30°C, ensuring food safety and pharmaceutical integrity.
In high-velocity markets like Southeast Asia and North America, RGV Shuttles and 4-way shuttles enable ultra-fast "pick-and-pack" operations to meet the demand for same-day delivery.
Factories in the Industry 4.0 era use our AS/RS to connect production lines directly to raw material storage, reducing WIP (Work-In-Progress) inventory and streamlining the assembly flow.
Full traceability is mandatory. Our WMS integration ensures that every pallet is tracked from arrival to dispatch, meeting strict FDA and global health standards for sensitive medical supplies.
Guangdong Ebil Metal Products Co., Ltd. is a premier manufacturer specializing in high-density industrial storage and automated warehouse solutions. Established in 2017 with roots dating back over 12 years, we operate a 26,800 m² state-of-the-art facility.
Our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) is reflected in our rigorous production standards. We utilize robotic welding, CNC processing, and automatic roll forming lines to ensure every component—from standard pallet racks to complex stacker cranes—meets international ISO and CE benchmarks.

The roadmap for automated inventory systems is moving toward "Cognitive Warehousing." By 2025, we anticipate the following technological integration in our factory production: