The global logistics and manufacturing sectors are undergoing a seismic transformation. As Industry 4.0 matures, the demand for "Intelligent Supply Chain Solutions" has transitioned from a luxury for Fortune 500 companies to a fundamental necessity for operational survival. Rising labor costs, the scarcity of industrial real estate, and the exponential growth of e-commerce demand a shift toward automation, high-density storage, and data-driven material handling.
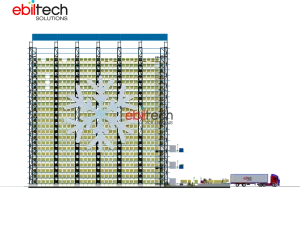
Modern supply chains are no longer linear; they are dynamic ecosystems. Integration of ASRS (Automated Storage and Retrieval Systems) and AI-driven shuttle technology reduces footprint by up to 60% while increasing throughput by 300%.
With global supply chain volatility, companies are moving toward "Regional Resilience." This involves localized distribution centers equipped with smart racking that can adapt to rapid inventory turnover and SKU proliferation.
Operating in over 60 countries, Ebil ensures every solution meets local seismic standards (e.g., RMI in USA, FEM in Europe) and environmental regulations, providing localized support from design to installation.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide. Our facility is equipped with advanced automatic roll forming lines, robotic welding systems, and CNC processing equipment.
Quality is the foundation of our business. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment.








Ebil is currently investing heavily in "Self-Healing Supply Chains" and "Digital Twin" integration. By 2026, our goal is to offer fully integrated WMS (Warehouse Management Systems) that communicate directly with our 4-Way Shuttles and Stacker Cranes to predict maintenance needs before downtime occurs.
Our dedicated R&D team includes 48 experienced engineers. We launch approximately 96 new products every year. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, and structural designs.
A1: Unlike static racking, intelligent solutions integrate automation (shuttles, ASRS) and software. This maximizes vertical space, reduces manual labor, and minimizes errors through precise machine-controlled retrieval.
A2: Our systems are CE certified and manufactured under strict ISO quality management. We comply with North American, European, and Oceanian industrial safety standards to ensure global interoperability.
A3: Yes, we specialize in high-capacity cold room solutions (down to -30°C) using special steel grades and lubricants designed for extreme temperatures, preventing brittleness and ensuring shuttle reliability.
A4: For customized ASRS or multi-layer racking, the lead time typically ranges from 4 to 8 weeks for manufacturing, depending on the complexity and scale of the automation required.
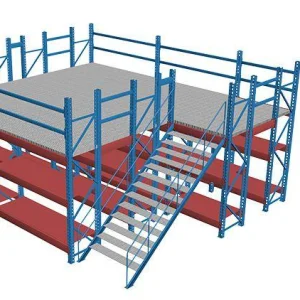
Today, Ebil serves a wide range of customers, including warehouse operators, logistics companies, wholesalers, distributors, retailers, manufacturers, engineering contractors, and e-commerce fulfillment centers. Our product portfolio includes Selective Pallet Racking, Heavy Duty Warehouse Racking, Long Span Shelving, Boltless Shelving, Cantilever Racking, Drive-In Racking, Mezzanine Floor Systems, Mobile Shelving, and Steel Storage Shelving.
As a trusted warehouse racking manufacturer in China, Guangdong Ebil Metal Products Co., Ltd. continues to help global customers maximize storage efficiency, improve warehouse productivity, and build long-term business partnerships through innovative storage systems and professional manufacturing expertise.