In the current industrial era, the concept of a "Warehouse" has transitioned from a simple storage unit to a high-frequency data-driven fulfillment engine. The global logistics landscape is facing a "triple threat": soaring labor costs, scarcity of warehouse space, and the exponential rise of SKU complexity driven by e-commerce. As a leading exporter, Guangdong Ebil Metal Products Co., Ltd. analyzes that companies integrating Warehouse Automation witness an average of 40% reduction in operational costs and a 60% increase in throughput accuracy.
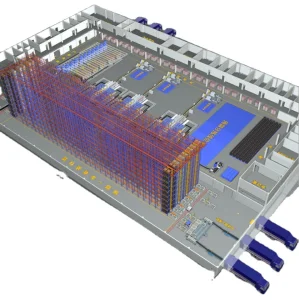
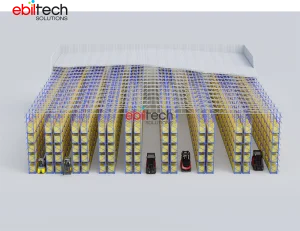
From the "Dark Warehouses" of Europe to the hyper-growth logistics hubs in Southeast Asia, the demand for Four-Way Shuttle Systems and AS/RS (Automated Storage and Retrieval Systems) has surged. These technologies are the backbone of a resilient supply chain, ensuring that businesses can operate 24/7 with minimal human intervention and maximum volumetric efficiency.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Our Radio Shuttle systems are specifically engineered for -25°C environments. By reducing the footprint of the storage area, we minimize the energy cost required for refrigeration. This is a critical solution for the global food and pharmaceutical industries.
Integrating 4-way shuttles with high-speed diverter conveyors allows for rapid order picking. Our systems handle high SKU diversity and seasonal peaks with ease, ensuring next-day delivery capabilities.
The roadmap for 2024-2026 focuses on "Predictive Maintenance" and "Path Optimization." By utilizing AI algorithms, our shuttle systems can predict component wear and optimize travel paths to reduce cycle times by 15%.
We provide full API integration with WMS (Warehouse Management Systems) and ERPs, creating a seamless data flow from the production line to the shipping dock.
Every product undergoes comprehensive inspections: load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing. Our quality control department consists of 56 professional inspectors.










Navigating international regulations is complex. At Ebil, we ensure all our automation systems are CE Certified and meet the RMI (Rack Manufacturers Institute) and FEM standards for the European and North American markets.
We adapt structural designs to meet local seismic requirements (seismic zoning) and fire safety codes (sprinkler integration in high-bay ASRS).
Our network of 980+ supply chain partners ensures that on-site installation, commissioning, and localized maintenance are available in over 60 countries.