High-Density Mobile Storage Solutions Engineered for Industrial Precision, Global Compliance, and Maximum Footprint Efficiency
Explore our elite portfolio of warehouse spatial solutions, engineered to increase storage density up to 85%.


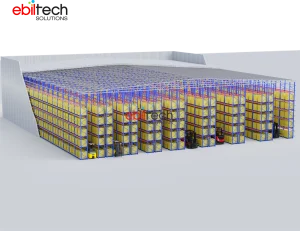
Modern commercial operations face a double-edged sword: soaring real estate prices and an explosive demand for diverse inventory stock-keeping units (SKUs). Traditional, static racking structures isolate storage pallets behind wide access aisles. In contrast, Compact Shelving Systems redefine density. By converting fixed aisles into dynamic, transition-capable access paths, compact configurations unlock up to 90% of structural space, enabling enterprises to scale storage capacity vertically and horizontally without requiring physical building expansions.
Compact shelving dramatically reduces overall room volume. Less open-space air volume translates directly into 30% to 45% savings in cooling overhead.
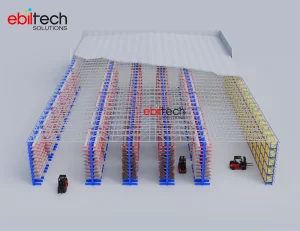
Integrating semi-automated radio shuttles and automated guided vehicles (AGVs) allows continuous, high-efficiency pallet movement.
Our solutions comply strictly with international FEM 10.2.02 and EN 15095 certifications, offering physical and electrical fail-safes.
Whether managing heavy tooling in automotive factories, temperature-sensitive vaccines in pharmaceutical cleanrooms, or high-velocity micro-fulfillment goods, compact shelving serves as the foundational engine of modern logistics. As a primary global exporter, Guangdong Ebil Metal Products Co., Ltd. blends architectural innovation with rigid safety certifications to custom-engineer storage spaces for the demands of Tomorrow.
For operations in the European Economic Area (EEA), North America, and beyond, choosing a compact shelving supplier is not just a matter of metal thickness. It is an evaluation of compliance. Power-operated mobile storage racking must satisfy the Machinery Directive (2006/42/EC) and the Low Voltage Directive (2014/35/EU), culminating in a valid CE Certification.
Why does CE Certification matter for your operations?
Every compact shelving project we build goes through a systematic Quality Assurance checklist. From structural FEM load capacity calculations to destructive impact validation, our 56 inspectors leave no weld unchecked. Ebil systems are built to endure decades of continuous mechanical operation.
Our vertically integrated manufacturing operations ensure precise tolerances, premium metal finishes, and absolute structural safety.



























The structural integrity of a compact shelving system rests on metallurgy. At Ebil, we use high-tensile structural steel profiles from China's leading mills. By engineering profiles with precise bend radii, our uprights deliver exceptional structural strength with minimal dead weight.
To resist scratching, impact, and chemical oxidation, our steel components undergo multi-stage surface treatments. This includes:
1. Mechanical Descaling: Industrial shot-blasting machines clean steel surfaces to clear away rust and scale.
2. Zinc Phosphate Conversion: A chemical bath creates a micro-crystalline barrier, enhancing paint adhesion and providing under-film corrosion resistance.
3. Electrostatic Powder Coating: Thermosetting epoxy-polyester powders are electrostatically sprayed and cured at 200°C, producing a resilient, high-density finish.
We believe the future of warehousing is connected and smart. Ebil's R&D team, staffed by 48 experienced design engineers, is advancing a range of new capabilities, including:
A Professional Global Manufacturer of Storage Systems and Warehouse Racking Solutions
Guangdong Ebil Metal Products Co., Ltd. designs, manufactures, and supplies high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide. Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Today, Ebil serves a wide range of customers, including warehouse operators, logistics companies, wholesalers, distributors, retailers, manufacturers, engineering contractors, and e-commerce fulfillment centers. As a trusted warehouse racking manufacturer in China, Guangdong Ebil Metal Products Co., Ltd. continues to help global customers maximize storage efficiency, improve warehouse productivity, and build long-term business partnerships through innovative storage systems and professional manufacturing expertise.
Maximum accessibility for high-density warehouses.
Optimized structures for long profiles, tubing, and sheets.
Vertical space expansion with integrated walkways.
Dynamic systems designed to maximize floor space.
Answers to common structural, compliance, and ordering questions from global engineers and procurement officers.
Our heavy-duty mobile racking platforms are engineered to hold up to 24 tons per triple-upright section, depending on spatial height and beam spacing. Each custom design is modeled in finite element analysis (FEA) software to guarantee structural stability under maximum rated capacity load profiles.
We design and construct our power-operated compact shelving systems to meet the safety requirements of EN 15095. Our equipment undergo mechanical, electrical, and control-system evaluations. Certificates of Conformity and comprehensive documentation are provided with every shipment.
Yes. Our engineering team custom-designs structural base plates, dynamic anchors, and high-tensile upright steel thickness to match local seismic requirements. For cold environments (such as cold-storage warehouses down to -25°C), we utilize specialized low-temperature steels, wiring, and lubricants.
Once structural drawings are finalized and approved, standard production takes between 25 and 35 days. This timeline allows for cold roll forming, robotic welding, electrostatic powder coating, and our multi-stage quality inspections.
We offer detailed CAD layouts, comprehensive installation manuals, and instructional videos. For large-scale industrial projects, we can deploy mechanical supervisors to coordinate installation, commission control systems, and train local warehouse teams.
Engineered for durability and safety across a wide range of industrial applications.