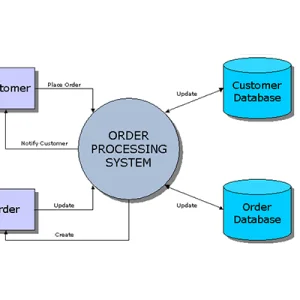
In the wake of global supply chain volatility, the concept of "Warehouse Design" has transcended simple storage. Today, it represents a strategic nexus of Information Gain and Operational Resilience. As a CE-certified leader, Guangdong Ebil Metal Products Co., Ltd. integrates AI-driven logic into structural engineering to meet the rigorous demands of Industry 4.0.
The shift from manual picking to Radio Shuttle Cars and 4-way robots is no longer optional. It reduces labor dependency and triples spatial efficiency.
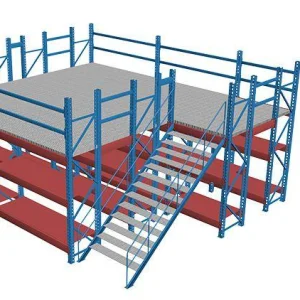
High-density racking systems minimize the carbon footprint per SKU by reducing the need for expansive, energy-consuming floor space.
Compliance with CE, ISO, and TUV ensures that structures can withstand seismic activity and extreme load variations without compromise.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines.




The "Made in China 2025" initiative has transformed the racking industry. At Ebil Metal, we leverage Supply Chain Resilience by maintaining a vertical manufacturing process. From raw material sourcing to robotic welding and final powder coating, every step is monitored by our 56-member QC department.






Our R&D team of 48 experienced engineers launches approximately 96 new products annually, ensuring that our clients stay ahead of the curve in e-commerce fulfillment, cold chain logistics, and industrial manufacturing.

Fast-moving consumer goods require VNA (Very Narrow Aisle) systems to maximize SKU density and picking speed.

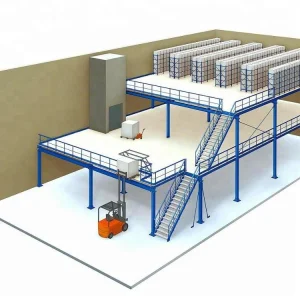
Steel-clad self-supporting buildings eliminate the need for traditional warehouse construction, saving costs and time.

Automated Radio Shuttle systems operate flawlessly in temperatures as low as -25°C, protecting human workers.