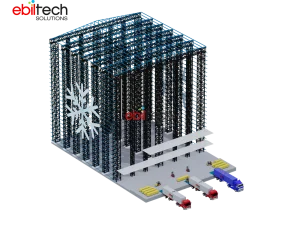
High-load automated storage, intelligent shuttles, and robust racking configurations designed to maximize volumetric efficiency and accelerate throughput.
How structural shifts in trade corridors, hyper-localization of distribution networks, and industrial automation are reshaping warehouse topology.
Modern global logistics management has transitioned from a centralized model to dynamic, distributed networks. Fueled by rapid e-commerce expansion, rising land costs, and tighter SLA requirements, operators are forced to prioritize volumetric utilization and velocity. Racking systems are no longer passive steel frame supports; they form the mechanical foundation of automated intralogistics ecosystems.
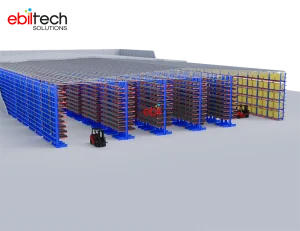
Consequently, there is an unprecedented global surge in demand for high-density configurations, including automated storage and retrieval systems (AS/RS), 4-direction shuttle racks, and heavy-duty structural platforms. Achieving optimal throughput requires specialized material engineering, precise tolerances during rolling, and compliance with structural standards like FEM 10.2.02 and RMI specifications.
Procuring reliable storage infrastructure represents a critical capital expenditure (CAPEX) decision. Substandard structures jeopardize personnel safety, risk inventory loss, and pose a threat of catastrophic structural failure. As global supply chain managers seek high-performing components, the focus has shifted toward manufacturers that control their complete quality workflow—from raw material testing to automated robot welding.
For operations in seismically active regions or demanding environments like sub-zero cold chain storage facilities, specialized parameters such as high impact resistance, corrosion-resistant powder coatings, and precise structural alignment are non-negotiable requirements.
Leveraging vertical supply chain integration, advanced robotic fabrication, and structural engineering to deliver high-performance, cost-effective infrastructure.
China is a primary manufacturing hub for industrial storage systems, offering structural steel availability, processing efficiency, and scale. Sourcing from premium Chinese manufacturers gives global procurers access to advanced automated manufacturing pipelines that yield high structural consistency while remaining economically competitive.
Integrating robotic welding cells and computerized roll-forming lines maintains uniform structural tolerances. This precision is essential for automated systems where deviation can cause shuttle blockages.
Fully automated powder coating lines, including multi-stage chemical pretreatment, pickling, and electrostatic finishing, ensure long-term durability in industrial and cold chain environments.
Custom engineering based on Finite Element Analysis (FEA) ensures systems comply with distinct seismic requirements across the US (RMI), Europe (FEM), and Australia (AS4084).
A professional manufacturer specializing in high-performance industrial storage systems and warehouse racking solutions.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating lines. Our engineering and production teams deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
From raw material sourcing to structural load bearing testing, our workflow ensures compliant output.



























Tailoring warehousing infrastructure to meet localized operating requirements across various market verticals.
To operate efficiently in sub-zero environments, cold storage operators use four-way steel shuttle systems to maximize density. Ebil's configurations feature specialized structural steel and hot-dip galvanized finishes that prevent oxidation in low-temperature conditions.
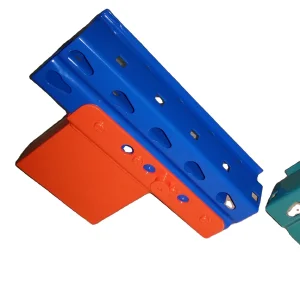
Industrial sectors storing chemical products, bulk powders, or cement require durable materials. Ebil teardrop racking systems feature an adjustable 50.8mm pitch designed to absorb high impact forces while keeping pallets securely positioned.
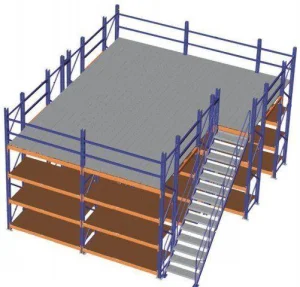
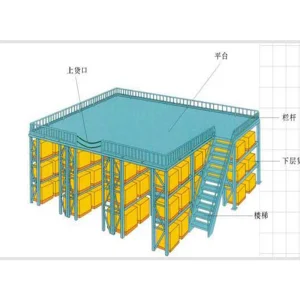
For high-throughput requirements, multi-tier mezzanine steel platforms allow operators to utilize their vertical footprint. This design separates light picking floors from heavy pallet zones and integrates with automated guided vehicles (AGVs) for transport.
Crucial parameters supply chain managers must verify before executing industrial procurement contracts.
Always verify the structural standard applied to the engineering stage. For US-destined sites, compliance with ANSI/RMI MH16.1 is required. European applications demand adherence to EN 15512 or FEM standards. Ensure that certified mill test certificates confirm the steel grade is equivalent to structural Q235B or Q355B.
Ensure structural safety calculations are verified by an independent third party. In addition to static capacity, ask for load calculations detailing seismic load resistance, wind load factors (for clad rack buildings), and dynamic impact forces from material handling equipment.
Most damage to racking systems occurs at the lower parts of upright frames due to forklift contact. Specify column protectors, like high-impact PVC guards, along with end-row aisle protectors and safety wire mesh to safeguard workers and operations.
Choose partners that offer documented testing profiles, including hardness testing, coating thickness checking, and automated load tests. This data guarantees that components can withstand structural demands under full operating conditions.
Technical insights regarding custom racking engineering, safety standards, and project customization.
From robust cantilever configurations to impact-tested protective shields, explore our range of industrial storage equipment.