The modern logistics landscape is shifting from traditional "storage-focused" models to "velocity-focused" ecosystems. High inventory turnover is no longer just a financial metric; it is a competitive necessity driven by e-commerce acceleration and global supply chain volatility.
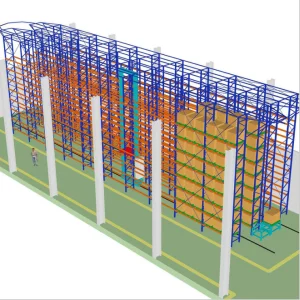
Modern AS/RS and Radio Shuttle systems reduce "dwell time" for pallets. By integrating WMS with automated hardware, manufacturers can achieve up to a 40% increase in inventory velocity, ensuring that high-demand SKUs are always accessible.
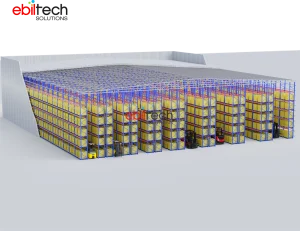
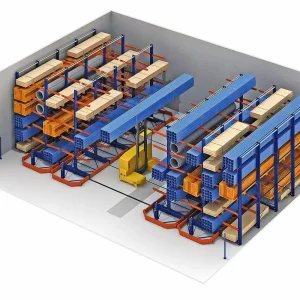
AI-driven predictive maintenance and robotic picking are transforming how inventory is handled. Automated mobile storage systems now use real-time data to reorganize racks based on seasonal demand, minimizing travel time for forklifts.
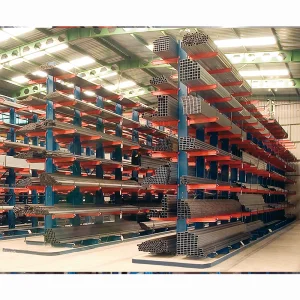
Enterprises are moving towards "Just-in-Case" hybrid models. This requires denser storage solutions—like Mezzanine floors and Heavy-Duty Pallet Racking—to hold more safety stock without increasing the warehouse footprint.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Our manufacturing process integrates the latest in industrial automation to ensure that every rack and shuttle meets rigorous safety and performance benchmarks.










Optimized racking systems for -25°C environments, utilizing corrosion-resistant coatings and high-density shuttle systems to minimize thermal loss and maximize space efficiency in expensive refrigerated warehouses.
Dynamic VLM and AS/RS solutions that allow for rapid picking of small items, essential for meeting the "same-day delivery" expectations of modern consumers.
Steel-clad, self-supporting rack buildings designed to hold heavy industrial components, reducing the need for traditional building structures and speeding up construction ROI.
In the current global economic landscape, the phrase "Wholesale Inventory Turnover Solutions" encompasses more than just racks and bolts. It represents the intersection of structural engineering and data science. At Guangdong Ebil Metal Products Co., Ltd., we understand that a warehouse is a living organism. Its health is measured by the fluidity of its movement. When we design a Heavy-Duty Vertical Lift Module or an AS/RS System, we are solving for the friction that slows down global commerce.
Density is the primary weapon against rising real estate costs. Our Drive-In Racking and Mobile Storage Systems are engineered to eliminate unnecessary aisles, converting "air space" into "profit space." By using high-grade steel and robot-welded joints, we ensure that these high-density structures remain safe under the immense stresses of multi-level loading. Every component undergoes salt spray corrosion testing and adhesion testing to guarantee a lifespan that outlasts the equipment it houses.
Most distributors can sell you a rack; few can engineer a solution. As a manufacturer with 48 engineers, Ebil provides the "Information Gain" that procurement officers need. We provide detailed load-bearing simulations, customized structural designs for specific seismic zones, and integration protocols for existing WMS/ERP systems. This level of technical transparency ensures that our clients—ranging from e-commerce giants to heavy industry factories—receive a system that is future-proof.
As China moves into the Factory 4.0 era, Ebil is at the forefront. Our production lines use CNC processing and robotic welding to ensure micron-level precision. This precision is critical for automated systems like the Radio Shuttle or Stacker Cranes, where even a slight misalignment can lead to system downtime. By choosing a manufacturer that invests in its own production technology, global buyers are securing a supply chain partner that values efficiency as much as they do.
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements. Innovation drives our continuous growth. We launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.