Modern supply chains are undergoing a paradigm shift. With the exponential rise of e-commerce, third-party logistics (3PL), cold chain logistics, and automated manufacturing, the demand for optimized vertical space utilization has never been more urgent. Racking systems are no longer passive steel assemblies; they are dynamic, load-bearing infrastructure critical to the safety, throughput, and scalability of multi-million dollar supply operations.
Historically, standard off-the-shelf shelving units sufficed for conventional distribution networks. However, modern automated storage and retrieval systems (AS/RS), narrow-aisle geometries, and custom product footprints require structural custom configurations. Racking must now be tailored to specific seismic zones, temperature parameters (such as anti-freeze environments in automated freezers down to -30°C), and specific loading profiles. Selecting a verified custom OEM racking manufacturer is a vital strategy for supply chain operators seeking to mitigate structural failure risks and maximize warehouse yield.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
The Chinese manufacturing ecosystem, specifically represented by high-capacity operations in Guangdong, provides global buyers with unmatched competitive advantages. Guangdong Ebil Metal Products Co., Ltd. consolidates raw material acquisition, computerized design, automated steel processing, quality verification, and multimodal logistics into a unified lifecycle.
1. Scalable Raw Material Acquisition: Operating in proximity to major Chinese steel clusters ensures consistent access to premium grade structural steels (Q235B and Q355B), protecting production schedules from sudden material shortages.
2. Advanced Machinery & Process Optimization: By integrating automated cold roll forming lines, robotic welding stations, and high-speed electrostatic powder coating lines, Ebil minimizes human error, standardizes dimensional tolerances, and maintains high manufacturing speeds.
3. Integrated Custom Engineering (OEM/ODM): Supported by 48 experienced engineers, design changes are processed quickly, transitioning custom spatial drawings into physical prototypes with minimal lag.
























Structural loads and warehouse environments vary across industries. A standardized configuration cannot address specific localized operational demands. Our custom racking projects are engineered to meet specialized parameters:
Standard steel undergoes low-temperature embrittlement. Ebil leverages specialized steel grades combined with high-durability epoxy-powder formulas to prevent micro-fractures, structural contraction, and finish peeling in sub-zero settings.
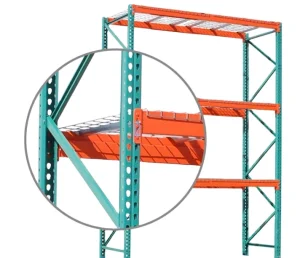
Very Narrow Aisle (VNA) designs prioritize storage capacity. Ebil engineers frames with precision lateral tolerances down to ±1.5mm, ensuring smooth operations for wire-guided, high-mast forklifts and automated stackers.
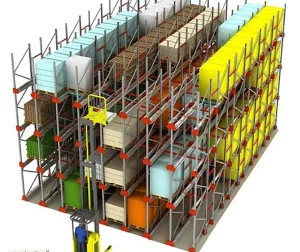
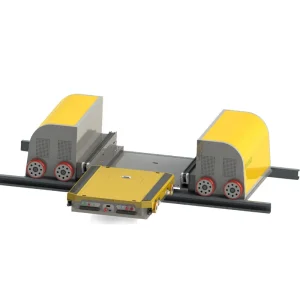
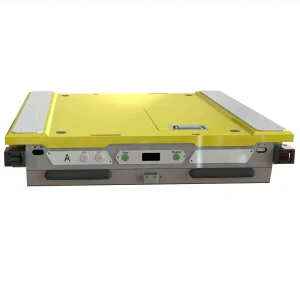
Integration with radio shuttle carts and automated stacker cranes demands precise rail alignment and deflection-resistant pallet rails. Our systems are engineered to withstand continuous dynamic forces.
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
The industrial storage sector is evolving toward automation. Standard pallet racking systems are being upgraded with dynamic components to improve throughput and energy efficiency.
Integration of WMS & WCS Systems: Modern warehousing utilizes real-time communication between Warehouse Management Systems and automated rack shuttles to coordinate transport routes, reducing forklift cycles and optimizing storage density.
Seismic Design Modeling: Advanced Finite Element Analysis (FEA) software allows engineers to design structures tailored to local seismic regulations, verifying load distribution and weld reliability.
Sustainable Surface Finishes: Modern facilities require powder coatings free of volatile organic compounds (VOCs) that resist chemical exposure and degradation in high-throughput industrial environments.