In the rapidly evolving global supply chain, Strategic Storage Solutions have transitioned from simple shelving to sophisticated, data-driven ecosystems. As e-commerce continues its exponential growth and Industry 4.0 principles permeate manufacturing, the demand for high-density, automated, and scalable storage has reached an all-time high. Companies in North America, Europe, and the Asia-Pacific region are no longer just looking for "racks"; they are seeking Information Gain through spatial optimization and robotic integration.
Modern industrial storage is defined by its ability to reduce operational overhead while increasing throughput. From AS/RS (Automated Storage and Retrieval Systems) to Radio Shuttle technologies, the strategic deployment of these assets allows enterprises to minimize their footprint while maximizing their vertical capacity. This is particularly critical in urban logistics hubs where land costs are astronomical.
Based in the heart of China's manufacturing powerhouse, Guangdong Ebil Metal Products Co., Ltd. represents the pinnacle of industrial storage engineering. China’s factory efficiency is not merely about speed; it is about the integration of a complete industrial supply chain, advanced robotic welding, and high-precision CNC processing.
Our automatic lines ensure structural integrity and dimensional precision for every upright and beam, utilizing high-grade Q235B steel.
Consistency is key in heavy-duty racking. Our robots deliver flawless welds that meet stringent CE and international safety standards.
Automated powder coating lines provide superior corrosion resistance (salt spray tested) and a professional aesthetic finish.
Established in 2017, Ebil has rapidly ascended to become a trusted OEM/ODM partner. Our facility is equipped with 56 professional inspectors and 48 experienced R&D engineers who launch over 96 new products annually. This relentless focus on innovation ensures that our clients receive solutions that are not just current but future-proofed against evolving logistics trends.






Procurement teams at global enterprises are shifting their focus from "lowest initial cost" to "Total Cost of Ownership (TCO)." This involves evaluating the durability, safety, and adaptability of storage systems. Our strategic solutions address these needs through:
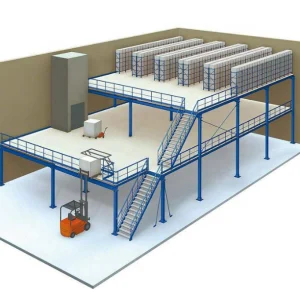
High-turnover multi-level mezzanines for rapid picking and packing operations in logistics hubs.
High-density drive-in and shuttle systems designed for sub-zero environments to maximize cooling efficiency.
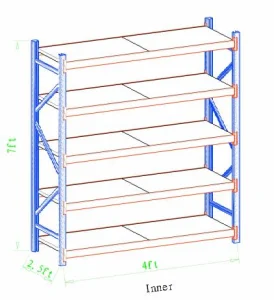
Heavy-duty cantilever and pallet racks capable of supporting 4000kg+ loads for engine blocks and machinery.
Guangdong Ebil Metal Products Co., Ltd. is a leading professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, and commercial facilities worldwide.
With over 12 years of industry experience and 8 years of export expertise, Ebil has successfully empowered businesses across North America, Europe, Southeast Asia, and beyond. Quality is the bedrock of our operations; every component undergoes comprehensive inspections—including load capacity testing and dimensional verification—before leaving our facility.