In the era of Industry 4.0, warehouse technology has evolved from mere "iron and steel" storage to intelligent intralogistics ecosystems. As a leading OEM/ODM Warehouse Technology Factory, Guangdong Ebil Metal Products Co., Ltd. (EBIL) is at the forefront of this transformation, providing the hardware foundation for the world’s most efficient supply chains.
Utilizing high-tensile Q235B and Q355B steel, our racking systems are engineered for seismic resilience and maximum load density. Our cold-roll forming processes ensure micron-level accuracy across millions of units.
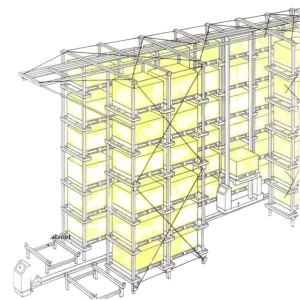
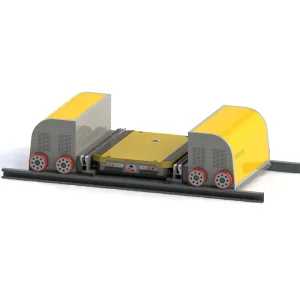
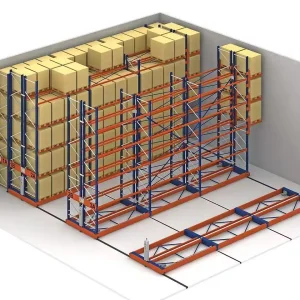
From 4-way pallet shuttles to fully integrated ASRS (Automated Storage and Retrieval Systems), we provide the physical infrastructure that houses the software intelligence of modern logistics.
Our eco-friendly powder coating lines and material-optimized designs help global enterprises reduce their carbon footprint while maximizing cubic storage space.
China has become the global epicenter for warehouse technology manufacturing due to its unparalleled supply chain vertical integration. Guangdong Ebil Metal Products Co., Ltd. exemplifies this advantage by combining massive production scale with agile R&D capabilities.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Optimized for high-velocity turnover. Our Mezzanine Floor Systems and Long Span Shelving are designed for multi-SKU picking environments where speed is the primary KPI.
Specialized Corrosion Protection coatings and structural designs that withstand temperatures as low as -30°C. Essential for food security and medical supply chains.
Custom Cantilever Racking and Heavy Duty Pallet Racks for storing oversized items like steel pipes, automotive components, and construction materials.
Integrating ASRS and Radio Shuttle technology to transform traditional retail backrooms into micro-fulfillment centers (MFCs) for urban delivery.
Scalable and modular racking systems that allow 3PL providers to reconfigure their warehouse layout as client needs evolve, maximizing ROI per square foot.
Engineered with specific safety features, including rack protectors and spill containment integrations, meeting strict EHS (Environment, Health, and Safety) protocols.
Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
















With real estate costs rising by 15-20% annually in logistics hubs, the trend is moving toward "High-Bay" warehouses. Our ASRS systems allow for storage heights exceeding 30 meters, effectively tripling storage capacity without increasing the building footprint.
Sustainability is no longer optional. Global enterprises are demanding "Carbon Neutral" storage components. EBIL is pioneering the use of recycled steel and VOC-free powder coatings to meet these ESG requirements.
The "Plug-and-Play" warehouse model is gaining traction. Companies prefer modular racking systems (like our Boltless Shelving) that can be easily relocated or expanded as market demand fluctuates.
Physical racks are being integrated with IoT sensors to monitor load stress and structural health. EBIL’s R&D is currently developing "Smart Racks" that provide real-time data back to the WMS (Warehouse Management System).