Premium heavy-duty industrial systems engineered for absolute density, security, and material flow automation.





Strategic insights into footprint compression, ROI scaling, and modern supply chain automation.
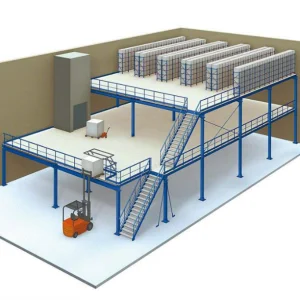
In modern industrial logistics, space represents a significant recurring operational cost. Standard fixed-aisle configurations dedicate more than 60% of available floor plans strictly to access paths. High-density mobile shelving systems resolve this inefficiency by eliminating permanent aisles, converting static space into dynamic inventory capacity. Powered by electric drives and computer controls, these systems slide along floor-embedded tracks to open the target aisle only when needed. This approach yields immediate space savings of up to 50% while boosting overall storage capacity by up to 120% within the same warehouse footprint.
Storage Capacity Increase
Floor Space Saved
Engineering Expertise
Exporting Nations Reached
A trusted global leader in structural engineering, automated warehousing systems, and specialized industrial storage racks.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has developed into a modern manufacturing enterprise specializing in high-performance warehouse racking. Operating a 26,800 m² production facility, the company integrates advanced roll forming systems, robotic welding, and automated powder coating processes to deliver reliable storage systems.
With 12 years of industry experience and 8 years of export experience, Ebil serves customers in over 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Annual export revenue exceeds US$18 million, supported by a network of more than 980 supply chain partners. Ebil's manufacturing is backed by 56 QC inspectors and 48 R&D engineers, introducing approximately 96 new products annually to keep pace with changing industry demands.
Our 48-engineer R&D department designs custom layouts and structural innovations, delivering full OEM and ODM services for custom loads and dimensions.
A dedicated team of 56 inspectors conducts material hardness, coating adhesion, load deflection, and salt spray testing to comply with international standards.
Serving over 60 countries with projects designed to meet CE and FEM standards, backed by local installation support and customs compliance documentation.
How high-density mobile racking resolves specific operational challenges across different sectors.
Operating cold storage facilities requires high energy costs. Mobile pallet racking reduces the cooled volume per pallet by maximizing storage density, leading to energy savings of up to 40%.
Automotive stamping dies and heavy components require robust, variable-capacity storage. Adjustable mobile systems support heavy loads while providing selective access to individual parts.
High SKU counts require efficient access pathways. Integrating RFID sensors and WMS control with mobile systems helps logistics centers optimize picking routes and maintain fast inventory cycles.
Comprehensive look into Ebil Metal's production processes, testing protocols, and advanced manufacturing equipment.



























Innovations in intelligent space management, warehouse automation, and structural safety.
Developing structural health monitoring systems that use sensors to track load distribution and detect structural fatigue in real time, preventing overloading incidents.
Improving integration with Warehouse Management Systems (WMS) to automate aisle-opening sequences based on real-time picking queues, minimizing forklift cycle times.
Engineered dynamic braking and top-guide stabilizers protect system structures and goods in seismically active regions, conforming to local regional safety codes.
Ensuring operational reliability, load capacity ratings, and compliance with structural standards.
Industrial storage systems must prioritize safety and structural reliability. At Ebil Metal, our manufacturing processes are aligned with international guidelines, ensuring that our products meet the technical requirements of global distribution partners.
Our upright frame protection designs undergo testing to comply with European FEM standards. This protection helps absorb forklift impacts, maintaining structural integrity under heavy loads.
Our manufacturing and structural designs follow European EN 15512 and EN 15635 racking standards, ensuring weld quality, steel composition, and load capacity safety margins.
We source certified steel raw materials (such as Q235B and Q355B), ensuring tensile strength, yield limits, and consistent performance in temperatures down to -30°C for cold storage operations.
Detailed technical answers to common questions about space planning, installation, load ratings, and project engineering.
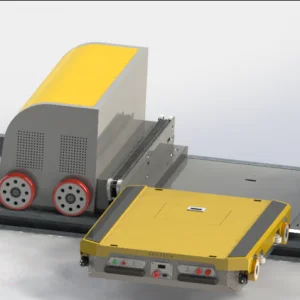
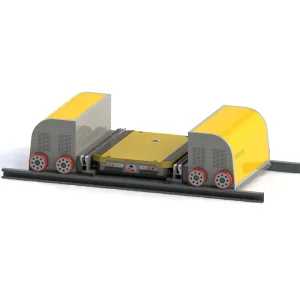
Explore our complete range of high-density storage rack accessories and automated shuttle movers.