Discover high-capacity, engineered warehousing hardware designed to dramatically reduce footprint requirements while accelerating order throughput.
In the modern era of logistics, warehousing space is no longer just a physical boundary—it is a critical economic variable directly linked to margin yield.
Modern global logistics networks face unprecedented challenges. With land prices reaching historical peaks near urban ports and metropolitan hubs, logistics directors must convert every square meter of floor space into profit-generating volume. This macro-economic pressure has triggered a transition from traditional manual selective racking systems to high-density, automated storage and retrieval systems (AS/RS). Modern facilities are shifting their operational metrics from simple floor-level square-foot footprints to cubic-meter volumetric utilization efficiency.
By shifting the engineering focus from lateral expansion to vertical density and automated execution, factories can achieve up to 300% density increases over standard layout schemas. These developments are not just about saving floor space; they fundamentally reform supply chain resilience, enabling rapid buffering, reducing cycle times, and minimizing warehouse operating carbon footprints through energy-efficient micro-shuttles and vertical lifters.
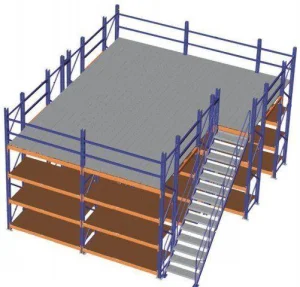
Industrial mezzanine platforms effectively double or triple your active workspace by utilizing the vertical clearances of your building envelope. By constructing self-supporting structural steel platforms above the primary ground level, warehouses can host offices, sub-assembly bays, packaging lines, or additional light-to-medium-duty storage racking. This structure integrates easily with automated conveyor loops and vertical continuous lifters.
By utilizing semi-automated shuttle vehicles that traverse deep channels inside racking arrays, the radio shuttle removes the requirement for forklift trucks to enter the storage lanes. This design reduces transit damages, decreases cycle times, and enables ultra-dense Last-In, First-Out (LIFO) or First-In, First-Out (FIFO) retrieval schemes. 4-Way systems allow vertical and cross-aisle travel, removing single-point-of-failure risks.
A classic, robust solution that positions two bays of selective pallet racking back-to-back. With the addition of pantograph reach trucks, deep storage configurations can be accessed quickly. This eliminates up to 30% of unnecessary forklift corridors while maintaining high structural load safety tolerances.
Mounted on automated floor-embedded track installations, mobile racking assemblies glide laterally, leaving only a single active service aisle open at any given moment. Operating via PLC networks and variable speed drives, these assemblies achieve high cubic utilization rates and are ideal for cold-chain, deep-freeze facilities where conditioning energy costs are exceptionally high.
For structural timber, metal tubing, sheet coils, and long industrial profiles, standardized racking limits access. Extensible or telescopic cantilevers allow overhead cranes or narrow-aisle sideloader trucks to retrieve stock in high-density storage configurations without needing manually configured floor slots.
High-speed goods lifts represent the circulatory system of multi-tiered warehouses. Unlike slow industrial freight elevators, continuous vertical lifters automate up-and-down stock movements, syncing with incoming conveyor setups to optimize vertical floor transfers without manual truck assistance.
For high volumes of uniform cargo with lower SKU variety, drive-in configurations utilize dedicated vehicle-accessible corridors. Forklifts drive into the structural racking skeleton to place and retrieve items, bypassing intermediate service aisles.
Rigid intermediate storage cages consume valuable floor space when empty. Standardized collapsible steel wire mesh units fold down flat when not in use. When fully deployed, their load-bearing corner structures support safe stacking, simplifying return-trip transport and cross-docking operations.
Mobile robotics eliminate the wide turn-radius spacing required by manual counterbalanced forklifts. Automated Guided Vehicles (AGVs) navigate via laser guided triangulation, using narrow, precise tracks to transport high-payload items safely through highly optimized layouts.
VNA systems minimize aisle widths down to 1.5–1.8 meters by utilizing specialized turret trucks. These trucks ride on physical guide rails or inductive floor wires, rotating their forks 180 degrees to retrieve stock from both sides without turning. This design captures up to 45% floor area savings compared to traditional configurations.
Analyze the operational tradeoffs across storage density, capital cost, pick rates, and level of automation to find the optimal solution for your logistics hub.
| Storage Solution | Density Potential | Capital Cost (CAPEX) | Throughput Rate | Typical Footprint Saving |
|---|---|---|---|---|
| Multi-Level Mezzanines | Excellent (Vertical) | Moderate | High (Manual / Hybrid) | 40% - 60% |
| 2-Way Radio Shuttle | Very High | Medium-High | Very High (Batching) | 50% - 70% |
| 4-Way Automated AS/RS | Maximum | High | Ultra-High | 75% - 85% |
| Mobile Electric Racking | High | High | Moderate | 50% - 60% |
| VNA (Very Narrow Aisle) | High | Low-Medium | High (Direct Pick) | 35% - 50% |
The convergence of software controls, sensor networks, and mechanical design is transforming storage structures from static steel frames into active, intelligent assets.
Focus on maximizing load-bearing structural design using high-tensile cold-rolled steel. Development of robust drive-in, cantilever, and double-deep configurations to reduce floor footprints.
Integration of intelligent battery-powered radio shuttles. Automation of deep-lane pallet travel, reducing forklift transit routes and standard safety margins.
Deployment of 4-Way pallet shuttles coordinated by fleet management software, integrated with continuous vertical lifts for continuous vertical and horizontal transport.
Real-time slotting optimization utilizing machine learning algorithms, continuous health monitoring of structures via IoT strain gauges, and deep WMS-WCS alignment.
Guangdong Ebil Metal Products Co., Ltd. combines advanced manufacturing technology with efficient logistical infrastructure to deliver high-performance storage solutions.
As industrial steel pricing and transport costs fluctuate, securing a resilient supply chain partner is critical. Guangdong Ebil Metal Products Co., Ltd., operating from a 26,800 m² modern facility, demonstrates how advanced automated manufacturing processes ensure reliable delivery of industrial racking systems worldwide.
Ebil's manufacturing floor is equipped with automated roll forming machinery, automated continuous punch presses, robot-assisted welding systems, and automated electrostatic powder coating lines. This integration allows Ebil to produce structures with consistent dimensional tolerances and structural integrity. By automating critical steps—from raw material sizing to final coating curing—the facility minimizes manufacturing defects, increases output capacity, and reduces raw material waste.
With an annual export volume exceeding US$18 million and partnerships with over 980 supply chain entities, Ebil maintains robust material purchasing arrangements. This network ensures stable delivery schedules and competitive pricing, even during global supply chain challenges.
An inside look at our advanced manufacturing lines and quality assurance facilities in Guangdong, China.



























Deploying high-density warehousing equipment globally requires strict alignment with localized construction codes, fire protection acts, and structural standards.
Procuring raw steel frameworks from overseas sources introduces structural risks if regional parameters are ignored. Different markets require specific design criteria:
To support global deployments, Guangdong Ebil Metal Products Co., Ltd. implements strict quality assurance protocols. Every batch of steel undergoes mechanical tests, including tensile strength testing, paint adhesion testing, and salt spray corrosion tests. Our 56-inspector quality control team and 48-engineer R&D department adapt layouts to meet local seismic and environmental requirements, ensuring reliable performance in diverse conditions.
Transition to fully automated operations with our high-capacity pallet runners, vertical lifters, and custom cantilever systems.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions.
We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Our product portfolio includes:
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Today, Ebil serves a wide range of customers, including warehouse operators, logistics companies, wholesalers, distributors, retailers, manufacturers, engineering contractors, and e-commerce fulfillment centers. We are committed to delivering efficient storage solutions, reliable product quality, competitive pricing, and responsive customer service.
As a trusted warehouse racking manufacturer in China, Guangdong Ebil Metal Products Co., Ltd. continues to help global customers maximize storage efficiency, improve warehouse productivity, and build long-term business partnerships through innovative storage systems and professional manufacturing expertise.
Get answers to key structural design, customization, and logistical questions directly from our engineering team.