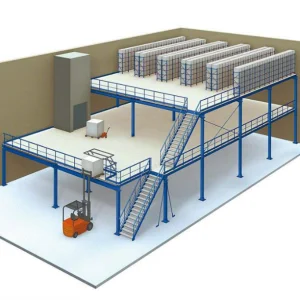
High-performance racking systems designed for modern logistics efficiency.








Navigating the Evolution of Standardized Racking Systems
In the era of global commerce, the definition of Standardized Racking has transcended beyond mere steel structures. It now represents the backbone of the global supply chain, integrating mechanical stability with digital agility. As E-commerce and automated logistics demand higher throughput, manufacturers like Guangdong Ebil Metal Products Co., Ltd. are pioneering solutions that bridge the gap between traditional storage and "Lights-Out" automated warehouses.
The "Information Gain" in today's market lies in the ability to provide modularity. Standardized racking is no longer a "one-size-fits-all" commodity. Instead, it is a configurable framework that supports 4-way shuttles, high-speed lifts, and AI-driven inventory management. This whitepaper explores the technological roadmap from selective pallet systems to fully integrated AS/RS environments, highlighting why China's manufacturing resilience remains the cornerstone of global industrial growth.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating lines. Our engineering teams deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
From Static Iron to Dynamic Intelligence
Focus on high-tensile steel roll forming and robotic welding. Ensuring load-bearing safety (certified by CE) and seismic resilience for global markets.
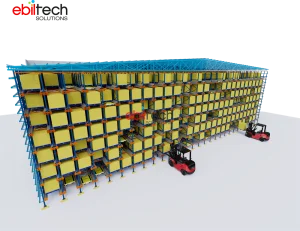
Integration of Radio Shuttle technology. Reducing forklift travel time and increasing storage density by up to 80% compared to selective racks.
Fully automated storage and retrieval systems using 4-way shuttles and cloud-based WMS/WCS, minimizing human error and operational costs.
Quality Control is the foundation of our business. Every project undergoes comprehensive load capacity and salt spray testing.











Why Leading Enterprises Partner with EBILTECH
With exports reaching 60+ countries, we understand the regulatory landscape from North America's RMI standards to Europe's FEM guidelines. Our localized support ensures that installation, maintenance, and safety inspections are handled with professional rigor.
Fact: EBILTECH maintains a network of 980+ supply chain partners, ensuring that even during global logistics disruptions, our production cycles remain stable and raw material quality is never compromised.
Our R&D team of 48 engineers launches 96+ new products annually. This rapid innovation cycle allows us to offer Information Gain to our clients—providing they with the latest material-saving designs that don't sacrifice structural integrity, effectively lowering their TCO (Total Cost of Ownership).
Expert Insights into Industrial Racking Selection
Maximize every square inch of your facility with EBILTECH.