In the era of Global Supply Chain 4.0, the definition of "Warehouse Utility Solutions" has transcended simple shelving. Today, it encompasses a synergistic blend of structural engineering, robotic automation, and digital twins. As search intent for logistics shifts from "price-per-pallet" to "information gain per square foot," leading manufacturers like Guangdong Ebil Metal Products Co., Ltd. are redefining industrial capacity.
Modern enterprises are facing unprecedented pressure: skyrocketing land costs, labor shortages, and the demand for rapid e-commerce fulfillment. This whitepaper analyzes the Top 10 Global Trends and explains why Chinese manufacturing hubs—specifically the Guangdong industrial cluster—remain the epicenter of warehouse innovation. By integrating E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) principles, we provide a roadmap for procurement officers and supply chain directors to optimize their 3D storage footprint.
Unlike regional suppliers, Chinese factories like Ebil benefit from proximity to high-grade steel mills and robotic component clusters. This reduces "lead-time leakage" and ensures that heavy-duty pallet racks are manufactured with consistent tensile strength and metallurgical integrity.
With an R&D department of 48 experienced engineers, Ebil launches over 96 new products annually. This speed-to-market allows for the rapid adoption of trends like 4-direction shuttle robots and carbon-neutral coating processes.
Utilizing 26,800 m² of modern manufacturing space, Chinese facilities leverage economies of scale that European and American local fabricators cannot match, providing a 20-30% cost advantage without compromising CE/ISO certifications.
The shift from manual forklifts to Automated Storage and Retrieval Systems (AS/RS) is no longer optional for Tier-1 logistics providers. Ebil’s 4-direction shuttle technology enables warehouses to operate in total darkness ("Lights-out warehousing"), maximizing energy efficiency and minimizing human error.
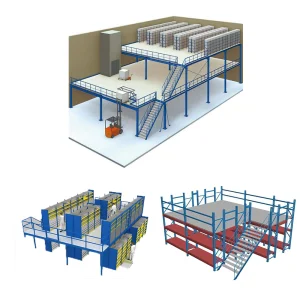
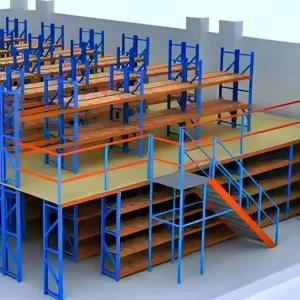
Verticality is the new horizontal. Multi-level mezzanine systems (CE certified) allow businesses to triple their usable floor area without changing their physical building footprint. This is critical for urban fulfillment centers where land costs are prohibitive.
ESG (Environmental, Social, and Governance) mandates are driving the demand for powder-coated, corrosion-resistant steel that lasts 20+ years. Ebil’s salt spray testing ensures that even in humid tropical climates or cold-chain environments, the structural integrity of the utility solution remains uncompromised.
Established in 2017, Ebil has evolved into a global titan of industrial storage. Our 26,800 m² facility is a showcase of "Smart Factory" principles, combining robotic welding with precision CNC processing.









Every project undergoes a comprehensive 4-point inspection: Load capacity verification, dimensional accuracy, coating adhesion (cross-hatch test), and salt spray corrosion resilience. Our 56-member QC department ensures zero-defect delivery across 60+ countries.
Optimized for high-velocity SKUs with multi-level mezzanines that integrate conveyor systems, reducing "order-to-ship" time by up to 40%.
High-density shuttle systems designed to operate at -25°C, maximizing cold air circulation and reducing the energy cost per pallet position.
Designed for steel, automotive parts, and machinery using heavy-duty cantilever and teardrop racking with load capacities exceeding 4000kg per level.