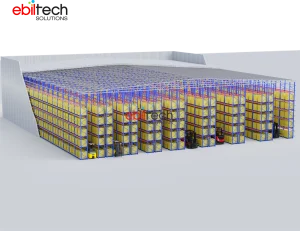
In the contemporary industrial landscape, the term "Forklift Solutions" has transcended beyond simple machinery. It now encompasses a holistic integration of Intelligent Racking Systems, Automated Guided Vehicles (AGVs), and high-density storage architectures. As global supply chains face unprecedented pressure from e-commerce booms and labor shortages, the demand for "Trusted Forklift Solutions Manufacturers" has shifted toward those who can provide Information Gain through data-driven warehouse optimization.
Globally, the material handling market is projected to reach over USD 200 billion by 2030. This growth is driven by the Industry 4.0 revolution, where forklifts are no longer isolated units but connected nodes in a Smart Warehouse ecosystem. For enterprises in North America, Europe, and Southeast Asia, the focus has moved from "buying a forklift" to "optimizing the throughput per square meter." This is where the synergy between heavy-duty racking and specialized forklift mobility becomes the competitive edge.
Shift from lead-acid to Lithium-ion power and the rapid adoption of AI-integrated fleet management systems for real-time tracking.
Integration of 4-way pallet shuttles and stacker cranes with existing forklift fleets to maximize vertical storage space.
Global mandates for carbon neutrality are pushing manufacturers to design energy-efficient storage structures and zero-emission handling tools.
The "China Factory Advantage" is no longer just about cost; it's about manufacturing agility and technological depth. Factories like Guangdong Ebil Metal Products Co., Ltd. represent the pinnacle of this evolution. With a 26,800 m² production facility, Chinese manufacturers offer a level of vertical integration—from raw material processing to robotic welding—that ensures both 100% quality control and significantly shorter lead times compared to Western counterparts.
Key advantages include the proximity to the world's most robust steel supply chain and the rapid iteration of R&D. While traditional manufacturers might take months to prototype a custom Heavy Duty Selective Pallet Rack, Ebil's 48-engineer R&D team can deliver bespoke designs in a fraction of the time, providing Information Gain to clients who need to scale operations quickly.
Professional Industrial Storage Systems & Warehouse Racking Solutions
Established in 2017, Ebil has grown into a modern manufacturing enterprise. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide. Our production facility is equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating lines.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
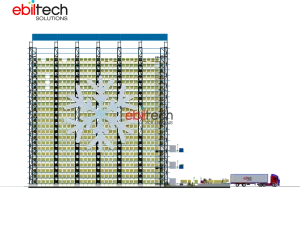
In regions like Scandinavia or Canada, our Drive-In Racking and Pallet Shuttles are optimized for temperatures down to -30°C, reducing the footprint and energy cost of refrigerated space.
For high-speed hubs in the US or UK, Mezzanine Floor Systems double the usable area, allowing for manual picking on top and forklift-accessible heavy storage below.
In Southeast Asia's growing industrial zones, our Cantilever Racking provides specialized solutions for long-tube steel and industrial pipes, ensuring safety and organization.












Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements. Our Expertise, Experience, Authoritativeness, and Trustworthiness (E-E-A-T) are validated by our long-term partnerships and global certification compliance (CE, ISO).
Global enterprises demand transparency. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services. Our innovation drives growth—launching 96 new products annually to keep up with the evolving logistics landscape.
Selection depends on your ceiling height, floor load capacity, and turnover rate. For high-density storage, a combination of Reach Trucks and Selective Pallet Racking is common. For ultra-high density, consider Pallet Shuttles.
Automated systems like the 4-way shuttle require quarterly sensor checks and rail cleaning. Unlike traditional forklifts, they reduce human error and physical impact on the racking structure, extending its lifespan.
Yes, our Heavy Duty Steel Mezzanines can be engineered to support over 1000kg/m², allowing for the installation of production machinery or heavy forklift traffic on the upper levels.
We provide detailed installation manuals, video guidance, and for large-scale projects, we can dispatch engineering teams to ensure the racking meets local safety standards and structural requirements.
Li-ion batteries allow for "opportunity charging," meaning forklifts can be charged during breaks, eliminating the need for battery change rooms and maximizing the uptime of your material handling equipment.
We employ 56 professional inspectors who conduct salt spray tests for corrosion, load tests for structural integrity, and CNC dimensional checks to ensure every bolt fits perfectly during onsite assembly.