High-capacity material handling systems customized for Korean manufacturing plants and supply chain networks.



South Korea stands as a global beacon of technological advancement, driven by its "Smart Manufacturing 3.0" blueprint. With rapid industrial hubs located in Gyeonggi-do, Incheon, Busan, and Ulsan, the demand for highly optimized material handling systems is escalating. Major manufacturing operations, from semiconductor giants such as Samsung Electronics and SK Hynix to automotive leaders like Hyundai Motor Group, require sophisticated cleanroom-grade and heavy-load conveyor systems to maintain precision throughput.
In addition, the explosive expansion of Korean e-commerce networks (e.g., Coupang's Rocket Delivery) has forced third-party logistics (3PL) centers to upgrade to intelligent sortation and automated warehouse systems. Traditional material handling solutions are no longer sufficient to support modern cold-chain transport networks or heavy pallet transfers, creating a critical need for custom engineering that complies with regional KC (Korea Certification) safety markings and seismic stability criteria.
Architecting the future of logistics through automation, AI, and environmental sustainability.
Replacing traditional single-motor belt drives with energy-efficient, localized 24V/48V DC brushless motor rollers. This setup provides zero-pressure accumulation (ZPA), lowering electricity consumption by up to 40% and offering silent operation.
Smart conveyor paths now incorporate IoT sensors that sync directly with Warehouse Execution Software (WES). This facilitates predictive maintenance alerts, dynamic rerouting of packages, and intelligent sorting.
Utilizing recyclable aluminum alloys, energy-recovery braking systems, and bio-degradable belt components to support companies in reaching their ESG environmental objectives.
Guangdong Ebil Metal Products Co., Ltd. is a leading global designer and manufacturer specializing in advanced industrial storage systems, smart automated racking, and integrated conveyor systems. Since our establishment in 2017, Ebil has developed into a state-of-the-art manufacturing enterprise. Our operations feature a 26,800 m² factory equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing machinery, and powder coating processing lines.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully implemented automated material handling solutions in more than 60 countries across North America, Europe, Southeast Asia, Oceania, and the Middle East. Our annual export revenue exceeds US$18 million, backed by our strong network of more than 980 supply chain partners. We customize our racking and automated systems to integrate with global logistics frameworks, meeting international quality and safety benchmarks.
Quality is the foundation of our business. Every conveyor frame, roller assembly, and support rack undergoes strict testing protocols, including load capacity testing, dimensional inspections, powder coating adhesion testing, and salt spray corrosion testing. Our dedicated quality control division, consisting of 56 professional inspectors, ensures that every project matches international and regional standards, including EU CE, ISO, and Korean safety specifications.
Innovation is key to our growth. Our R&D team features 48 experienced engineers who develop approximately 96 new products annually. We offer complete OEM & ODM customization, adjusting dimensions, load ratings, structural designs, and software integration to meet the specific requirements of our clients.
Manufacturing Base
Industry Experience
Supply Chain Partners
Professional QA Inspectors
A visual tour of our production floor, robotic welding lines, and rigorous load-bearing quality tests.



























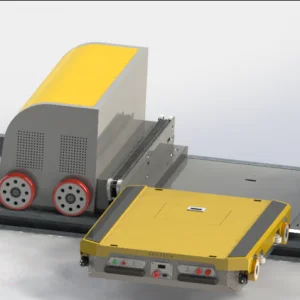
Connecting physical conveyor networks with intelligent warehouse control systems (WCS).



Our R&D team works to improve handling efficiency, system reliability, and software integration. The technical roadmap details our design and development cycle:
Using structural simulation software to verify load ratings, safety factors, and seismic performance under various layout configurations.
High-strength structural steel profiles are processed using automated production machinery to maintain precise dimensions.
Pre-assembling systems to test speed control, sensor alignment, and PLC communication protocols prior to shipment.
Our material handling solutions are configured to integrate with existing structural racking setups, adapting to various floor layouts and facility constraints.
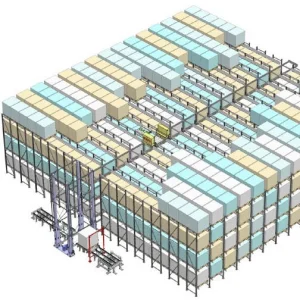
Heavy-duty warehouse racking and modular storage units engineered for warehouse optimization.






Expert answers regarding design parameters, seismic standards, and deployment timelines for conveyor projects.
Our engineering team develops detailed CAD layouts and 3D simulations of the conveyor path alongside the racking structures. We specify components, including transfer tables and sensor brackets, to align with the automated guided vehicle (AGV) or stacker crane interfaces. This reduces installation time and minimizes misalignment issues on site.
We construct our cold storage racking and conveyor frames using high-grade structural steel (Q235B and Q345B). We apply specialized epoxy powder coatings or hot-dip galvanization to prevent peeling, oxidation, and structural fatigue in temperature-controlled spaces operating down to -30°C.
Yes. Our engineering designs are evaluated using finite element analysis (FEA) to confirm stability and compliance with local building codes, including seismic parameters. We supply certified baseplates, heavy duty anchoring expansion bolts, and bracing structures to meet the seismic resistance requirements of South Korea's major industrial zones.
Depending on system complexity and automation depth, custom engineering design takes 2-3 weeks. Manufacturing and testing require 6-8 weeks, followed by shipping and installation. Total timeline generally ranges between 12 to 16 weeks from design approval to system commissioning.
Get in touch with our engineering team for custom conveyor systems, automated ASRS designs, and heavy-duty storage layouts.
Send Inquiry Now