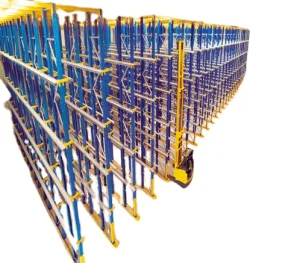
Intelligent automated storage equipment matching EU standards for safety, high reliability, and speed.




Spain has emerged as a premier European gateway for trade, production, and global supply chains. Key logistics corridors like the Henares Corridor (Corredor del Henares) in Madrid, the Mediterranean Arch (Arco Mediterráneo) spanning Barcelona and Valencia, and the strategic PLAZA dry port in Zaragoza are experiencing unprecedented warehouse space shortages. Industrial land costs in Spain have risen consistently, pushing logisticians and structural designers to move away from horizontal footprints toward dense vertical solutions.
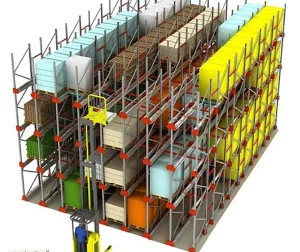
Level-shifting elevators (otherwise categorized as Vertical Lift Modules - VLMs, continuous reciprocating vertical conveyors, and high-speed pallet lifts) represent the technology required to unlock this vertical space. Traditionally, vertical warehousing required massive operational margins and compromised cycles. Modern ASRS (Automated Storage & Retrieval Systems) integrated with level-shifting elevators allow Spanish distribution centers to achieve optimal productivity while reducing warehouse footprints by up to 85%.
Guangdong Ebil Metal Products Co., Ltd., as an expert with deep R&D capabilities, is actively addressing this shift in Spain by manufacturing CE-certified storage integrations, continuous goods lifts, and robotic vertical lifting systems that comply with EU safety legislation and standard machinery directives.
Under the hood of modern level-shifting elevators and warehouse automation platforms.
Our systems run on unified Siemens S7-1200 or S7-1500 controllers. This ensures seamless integration with native Spanish SCADA and WMS platforms, enabling millimetric leveling precision and localized fieldbus diagnostics.
Designed for heavy industrial environments, supporting continuous lifting profiles. Perfect for manufacturing lines where raw materials must flow from floor grids to structural mezzanine rack platforms without delay.
Advancing Spain's net-zero targets. In addition to traditional 380V electrical grids, our system architectures are compatible with green hydrogen fuel cell setups for carbon-neutral operations.
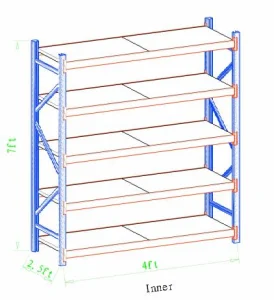
Professional manufacturer specializing in industrial storage systems and warehouse racking solutions.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing before shipment. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
Innovation drives our continuous growth. Our dedicated R&D team includes 48 experienced engineers, and we launch approximately 96 new products every year to satisfy changing market demands. We provide comprehensive OEM & ODM customization, including customized dimensions, load capacities, colors, structural designs, packaging, and branding services.
Take a closer look at our rigorous manufacturing processes and quality verification lines.



























Clear, expert technical responses concerning vertical industrial lifting integration and safety rules in Spain.
A level-shifting elevator (sometimes referred to as a continuous lift, high-speed vertical conveyor, or Vertical Lift Module elevator) is an automated system designed to move high payloads vertically between different racking levels, mezzanines, or process lines. They work as the core linkage in automated warehouses to feed high-bay racks, shuttles, or robotic sorting floors.
Our storage racking systems and lifting components carry CE certifications. We comply strictly with European standard EN 15095 (for power-operated mobile storage and lifters) and EN ISO 13849-1 for safety-related control circuits, incorporating light curtains, physical safety mesh, and safety brake systems to comply with the Workplace Health and Safety Directives in Spain.
Yes. Because our control platform is powered by industrial-grade Siemens PLCs with built-in Profinet/Ethernet communication protocols, they connect seamlessly with warehouse management systems (WMS) and enterprise resource planning platforms (ERP) used by Spanish logistics centers to coordinate inventory positions in real time.
In coastal industrial regions like Barcelona, Valencia, and Bilbao, atmospheric salt spray is a major corrosion threat. Our racking systems feature thick, high-durability electrostatic powder coating and undergo rigorous salt spray corrosion testing during production. We also offer hot-dip galvanized finishes for high-humidity or cold chain storage settings.
Our vertical warehouse lifts and automated stackers handle standard payloads from 200kg up to 1.5 tons (1,500kg) per pallet. For special heavy-industry applications in automotive manufacturing or machinery parts storage, we design custom systems supporting even higher payloads through reinforced load paths.
Explore our full line of industrial logistics solutions, heavy steel storage, and automatic shuttle racking.








Connect directly with our engineering team to design, configure, and install custom level-shifting lifts, ASRS systems, and high-load industrial racking systems.
Send Inquiry Now