


1 / 5


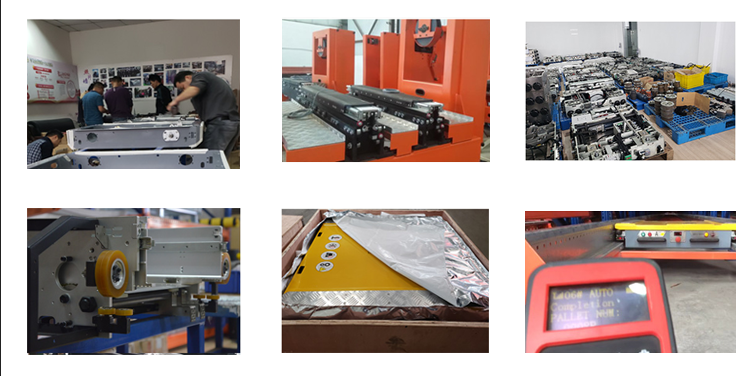
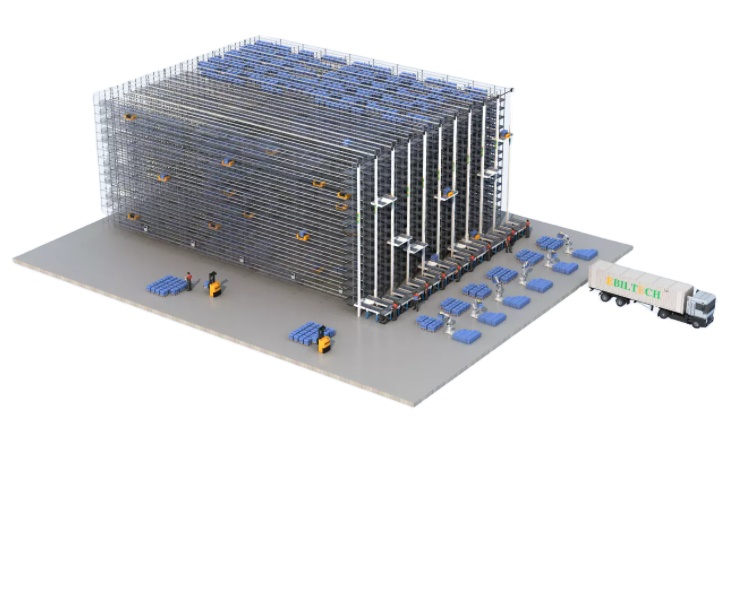
The Multi shuttle system is an advanced automated solution for the storage of small loads. Specifically engineered for high-throughput environments, this system is an ideal choice for Retail & E-commerce applications such as returns handling, replenishment, and order consolidation buffering.
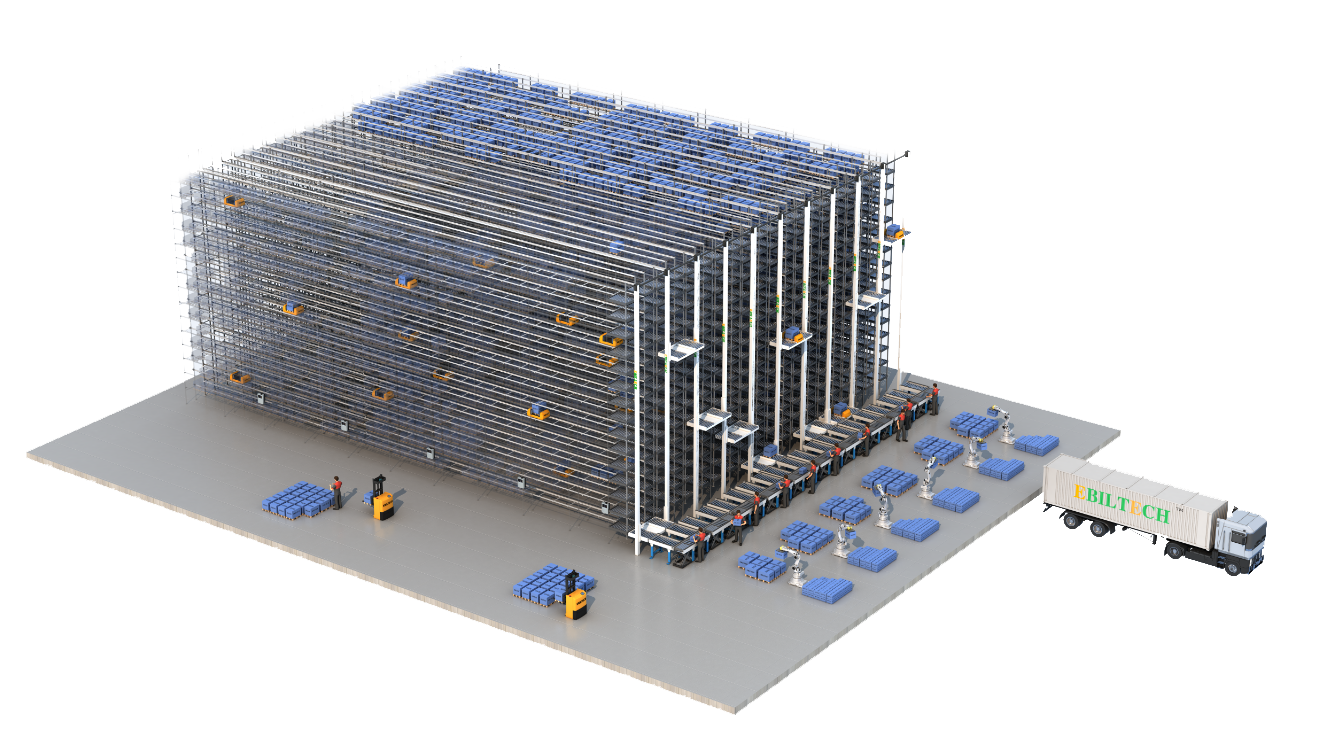
Capable of double to quadruple deep storage for totes, trays, and cartons, the system excels in chilled environments and can scale up to 150m in length and 25m in height to maximize warehouse density.

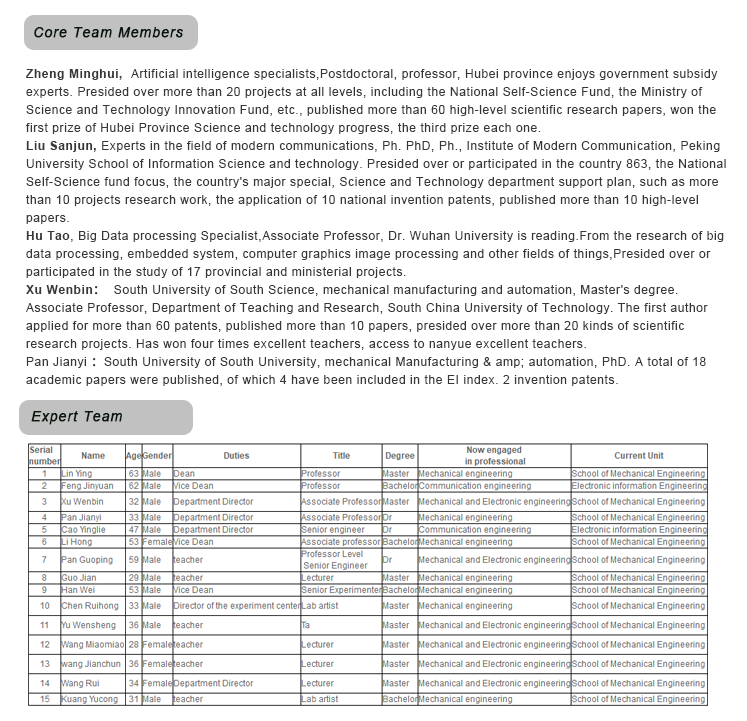
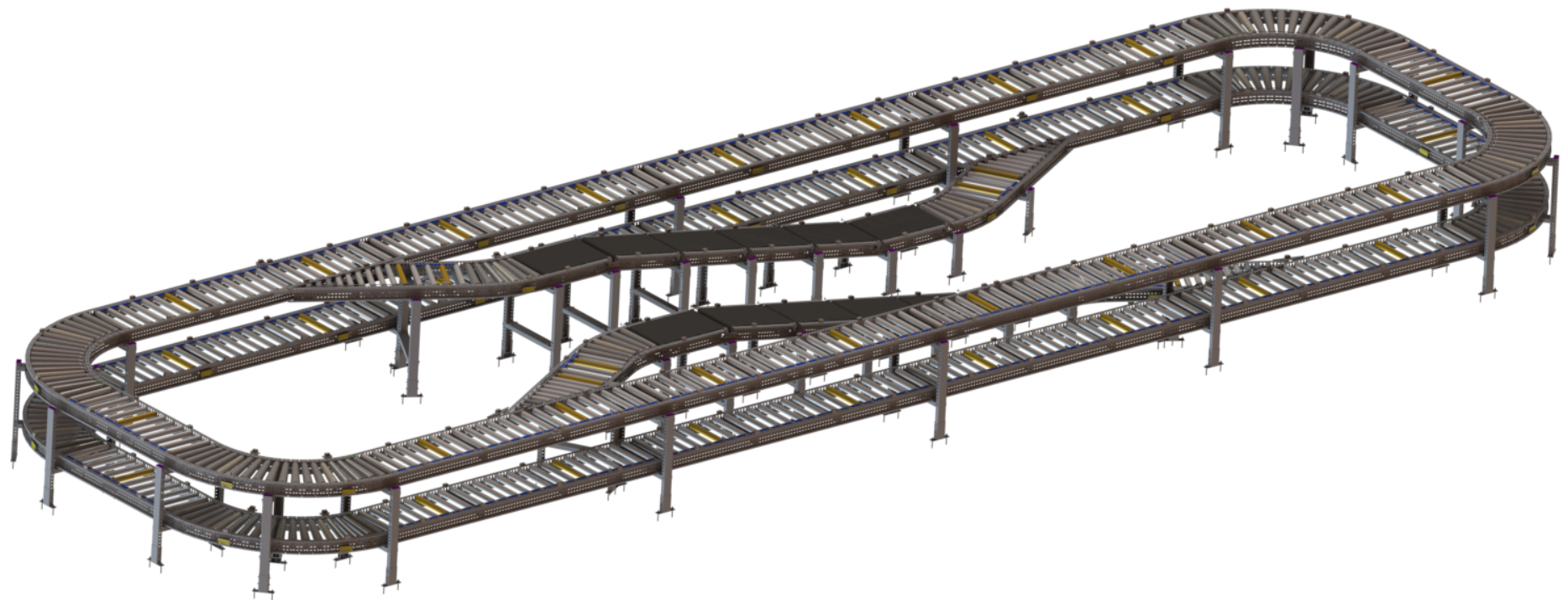
Designed for boxes, totes, and bins, these conveyors increase manipulation speeds between functional areas with low maintenance requirements.
Advanced driving mechanisms and presence-detection systems (mechanical or optical) allow for precise, controlled movement of inventory to desired positions within the installation.
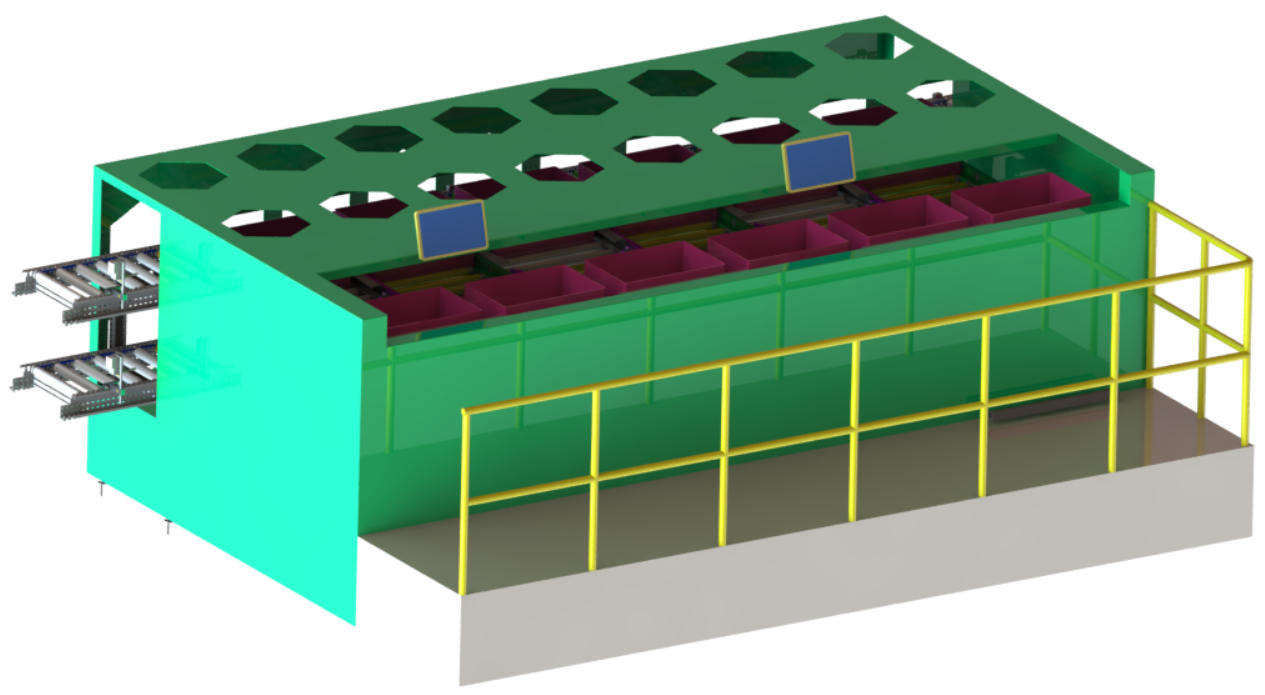
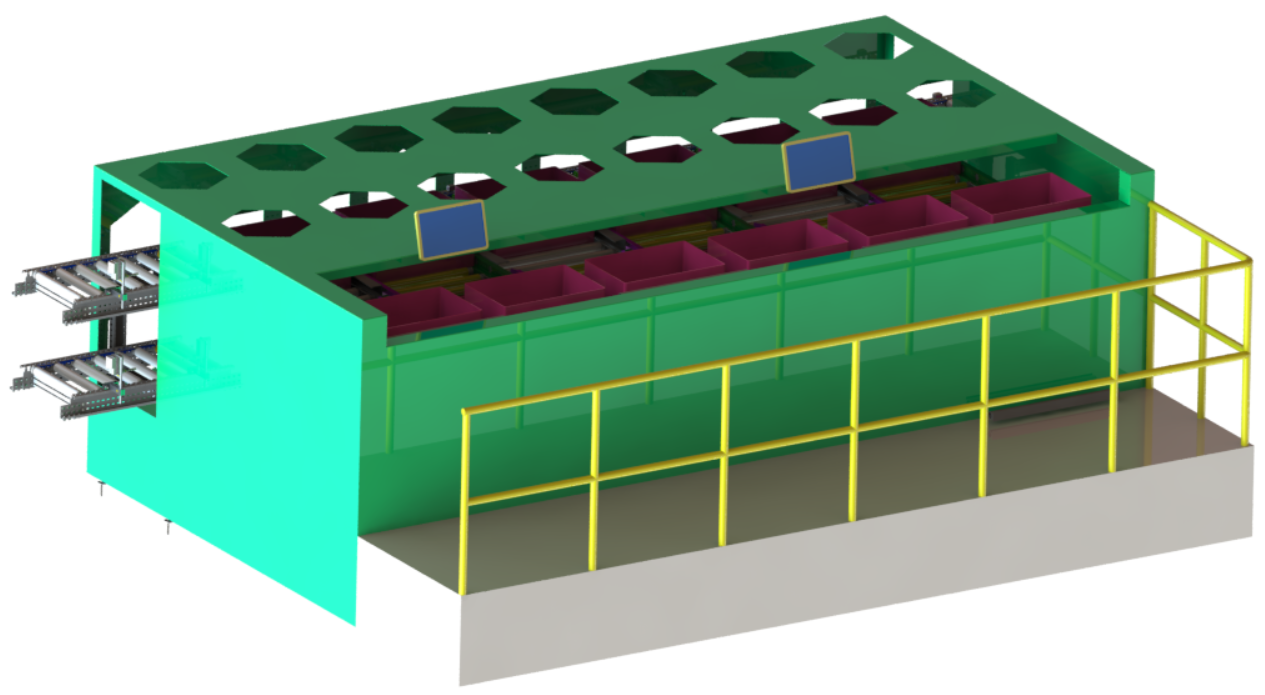
The system consists of a robust racking structure with an integrated track system. Multidirectional microshuttles transport product bins seamlessly between storage and workstations.
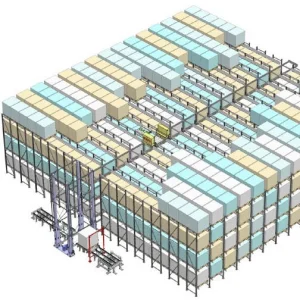
Proprietary software controls all shuttle traffic, maximizing throughput while minimizing lead times. The real-time interface provides a complete overview of every component in the system.