In the post-pandemic era, global supply chains have shifted from "Just-in-Time" to "Just-in-Case" strategies, leading to an unprecedented demand for high-capacity, cost-effective storage solutions. Industrial warehousing is no longer just about static shelves; it is a critical node in the global logistics network. The integration of E-commerce fulfillment centers, pharmaceutical cold storage, and heavy manufacturing logistics has necessitated a move toward modular and scalable racking architectures.
As a leading China storage solutions manufacturer, we recognize that "cost-effective" does not mean "cheap." It implies an optimal balance between initial capital expenditure (CAPEX) and long-term operational efficiency. Global market trends indicate a CAGR of over 7.5% in the automated storage and retrieval system (AS/RS) sector, with Guangdong Ebil Metal Products Co., Ltd. at the forefront of this evolution.
Guangdong Ebil Metal Products Co., Ltd. is a premier professional manufacturer specializing in industrial storage systems and comprehensive warehouse racking solutions. We operate a state-of-the-art 26,800 m² production facility, integrating advanced automatic roll forming lines, robotic welding precision, and high-performance powder coating technologies.
Our authoritative presence in the industry is backed by 12 years of deep industry experience and an 8-year track record in global export operations. We don't just supply racks; we provide engineered security for your inventory. Every solution we deploy undergoes rigorous load capacity testing, dimensional precision checks, and salt spray corrosion resistance evaluations by our dedicated team of 56 professional quality inspectors.
Innovation is the engine of our growth. With an R&D powerhouse of 48 experienced engineers, we launch 96+ new product iterations annually, ensuring our clients always have access to the most advanced storage topologies in the market.
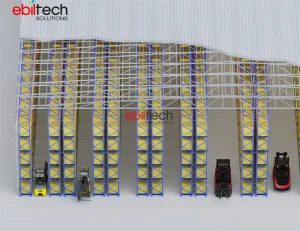
Selective Pallet Racking, Drive-In Racks, and Cantilever systems designed for extreme load cycles.
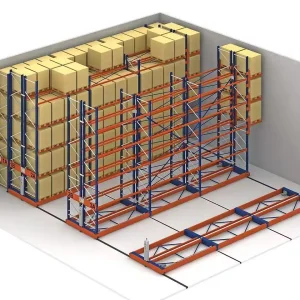
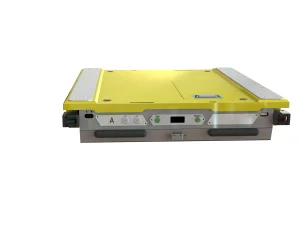
Electric Mobile Shelving, Radio Pallet Shuttles (RGV), and Integrated AS/RS platforms.
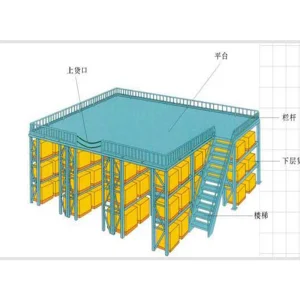
Multi-tier Mezzanine Floor Systems and Long Span Shelving for maximum volumetric efficiency.
The industry is transitioning through four major technological phases:
High-frequency picking modules and multi-tier mezzanine floors to handle vast SKU counts in urban logistics hubs.
Corrosion-protected stainless steel and specialized powder coatings that withstand -30°C environments without structural fatigue.
Customized Cantilever and Cable Reel racks specifically designed for pipes, coils, and oversized machinery components.
Our manufacturing superiority is reflected in our equipment and process flow. Below is a visual representation of our "Quality-First" philosophy in action.









Utilizing high-end machinery such as Sand-blasting Machines, Stamping Mills, and Automatic Welder Lines, we ensure every component of your storage system meets ISO standards. Our Column Production Line and Painting Lines are fully automated to maintain consistency across large-volume orders.