Engineered for maximum density, structural integrity, and long-term operating safety in global supply chain facilities.
A global leader in structural engineering, manufacturing capability, and comprehensive logistics solution compliance.
Established in 2017, Guangdong Ebil Metal Products Co., Ltd. has developed into a top-tier manufacturing powerhouse of industrial storage solutions. Headquartered in Guangdong, China, Ebil provides end-to-end design, advanced engineering, structural analysis, and supply of robust racking configurations to warehouses, distribution centers, and fulfillment hubs worldwide.
Operating from a state-of-the-art 26,800 m² production facility, our infrastructure utilizes fully automated cold roll forming lines, heavy-duty robotic welding cells, multi-stage chemical pretreatment, and powder coating systems. Ebil has realized annual export volumes exceeding US$18 million, delivering structural certainty to markets in North America, Europe, Southeast Asia, the Middle East, and Oceania.
Our core mission revolves around eradicating operational risks through advanced mechanical design, guaranteeing that each racking structure adheres to stringent localized load tolerances and safety criteria.

From simple selective load storage to automated high-performance AS/RS setups, our platforms prioritize worker protection and structural integrity.
Selective, Drive-In, and dynamic pallet racking solutions featuring high-yield steel profiles designed to support loads from 500kg up to 4000kg per level securely.
High-flexibility industrial shelf systems for manual picking operations, featuring multi-tier configurations, boltless assembly, and adjustable beam levels.
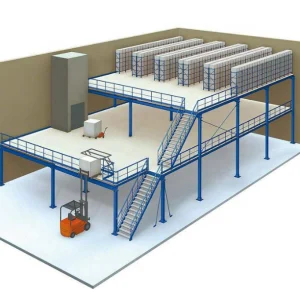
Structural steel mezzanine floor platforms and rack-supported catwalk structures designed to double or triple spatial capacity with high-factor safety handrails.
Integration of two-way & four-way shuttle systems, miniload carts, and automated double-column pallet stacker cranes with precision-aligned racking tracks.
Essential safety components including upright frame protectors, steel mesh decking, pallet backstops, aisle barriers, and custom run spacers.
Full customization covering dynamic loading simulations, localized earthquake-resistant profiles, specific paint/galvanization formulations, and unique dimensions.
Every beam, upright, and support frame is subjected to extensive stress validation before leaving the factory.























Ensuring compliance with localized safety standards is crucial when procuring structural racking internationally.
We guarantee compliance via our integrated lab, performing:
Why Fortune 500 companies and high-growth logistics operators partner with leading Chinese racking manufacturers.
Proximity to first-grade steel mills and integrated logistics clusters enables us to source premium materials cost-effectively, passing savings directly to buyers.
With 48 in-house engineers, we release 96+ new designs annually, integrating features like automated smart warehouse shuttle pathways and heavy-duty structural dynamic flow control.
Supported by 8+ years of pure export experience, we execute secure packing layouts using customized structural bundles to prevent container transport damage.
Dynamic high-density operations require a proactive approach to structural collision mitigation and electronic rack monitoring.
Standard warehouses are rapidly transitioning towards automated storage and retrieval systems (AS/RS). This transition significantly reduces forklift traffic—the leading cause of racking structural collapses—by replacing them with automated shuttle carts, automated stacker cranes, and laser-guided AGVs.
At Ebil, we integrate advanced sensor technology directly into our storage structures. The rails of our 4-direction shuttle racking systems are fabricated with strict deflection controls (+/- 1mm) to ensure high-speed cart safety. Real-time rack collision-prevention sensors and load cell configurations alert operators before structural fatigue or localized weight overloads occur, creating a safer work environment.

Technical guidance and QA validation answers directly from Ebil's engineering department.
Engineered to maximize storage efficiency and ensure absolute security in logistics hubs.